


 下载:
下载:

-
石油化工产业是我国经济的支柱产业之一,石化产业生产过程中会产生大量的高盐高有机物废水,其含盐总量一般大于1%[1],这类废水的一大特点就是成分复杂,治理难度大[2]。石化高盐废水主要来自原油电脱盐脱水罐排水及生产环烷酸盐类的排水。这类废水不仅含盐量高,而且含有难降解高浓度有机物,直接排放对环境危害很大。同时,废水中的高浓度无机盐成分会影响微生物的活性,不适宜采用一般的生物处理方法。因此,高盐高有机物废水成为工业废水处理的一项难题。
为了解决微生物在这类废水中失活的问题,一些学者针对驯化微生物以提高其耐盐性进行了研究。杨健等[3]利用SBR活性污泥法对高含盐量石油发酵工业废水进行有机物降解试验,研究发现驯化后的耐盐活性污泥在TDS浓度50 000~65 000 mg·L−1和COD 3 000~6 000 mg·L−1的废水中几乎不受影响,COD脱除率稳定在90%以上,BOD5去除率稳定在95%以上。张选军等[4]采用三相蒸馏+水解酸化+缺氧+接触氧化组合工艺处理某化工厂排放的含盐量为12 g·L−1、COD为14~16 g·L−1的废水。经过5个月的调试,有效地驯化了微生物,使其适应了高盐环境,COD的去除率由23%上升到70%,出水COD<300 mg·L−1。
上述研究在驯化微生物方面取得了一定成果,但对于高盐高有机物废水,驯化后的微生物虽然适应了高盐环境,降解了废水中的有机物,但处理后的废水含盐量并没有降低。一些学者尝试通过物理或化学分离方法,将废水中的有机物和盐分一起去除。李晓丹等[5]研究了采用高温二级膜法处理COD值30 000 mg·L−1,电导率45 000 μS·cm−1的工业废水,考察了温度、压力等操作条件对二级反渗透废水处理系统性能的影响。结果表明:温度60 ℃,经过二级反渗透处理后,总盐度的脱除率(以电导率计)达到93.9%,COD的脱除率达到98.7%。孙杨等[6]针对二元羧酸生产过程产生的高含盐高含酸有机废水,分别研究了絮凝、超滤预处理及不同温度下纳滤膜对废水的处理效果,对于COD>15 000 mg·L−1,
$ {\rm{SO}}_{\rm{4}}^{{\rm{2 - }}}$ >17 g·L−1的原水,纳滤膜在操作压力为1.2 MPa、操作温度为80 ℃的条件下,膜通量达到36 L·(m2·h)−1,产水COD<1 800 mg·L−1,$ {\rm{SO}}_{\rm{4}}^{{\rm{2 - }}}$ <5 g·L−1,满足后续生化降解工序的进水要求。周海云等[7]利用机械蒸汽再压缩(mechanical vapor recompression,MVR)蒸发技术对阿斯巴甜生产废水进行小试实验,确定了中试的蒸发温度、操作压力等关键参数,采用MVR中试装置对阿斯巴甜废水进行蒸发结晶,蒸发浓缩倍数达到21.3倍,实现了高盐高浓度有机废水的资源化再利用。冷冻法是基于水分子冷冻结晶过程中排除杂质的现象,从而分离获得较为纯净的冰和浓缩溶液[8]。在只含有可溶性污染物的废水逐渐冻结时,冰晶仅从纯水中生长,污染物则被浓缩保留在液相,从而使污染物与纯水分离[9]。冷冻法是一种物理分离方法,常压下水的汽化潜热(2 256 kJ·kg−1)是冰的融化潜热(333 kJ·kg−1)的7倍左右[10],因此与热法相比,冷冻法理论上需要更少的能量。而且冷冻法在低温下进行,可减轻设备的腐蚀结垢,所以冷冻法具有低能耗、少污染、腐蚀结垢轻的优点[11]。部分学者对冷冻法处理工业污水展开了一些研究。FENG等[12]研究了冷冻温度,搅拌速度和pH等相关因素对采用悬浮结晶和冻融技术联合进行废切削液处理和油回收的影响。实验确定了冷冻温度和搅拌速度的最佳操作条件分别为−8 ℃和300 r·min−1,无需调节pH。对于初始COD为18 160 mg·L−1,含油量4 510 mg·L−1的废切削液,COD脱除率达到90%,油回收率可达95%。CHEN等[13]研发了多级冻融过程从废水中回收喹乙醇并降低COD和盐度的工艺。结果表明,在较低的结冰速率下,COD、电导率、氨氮和全氮的去除效率分别达到99.4%、98.2%、98.7%和98.5%。李晓洋等[14]研究了冷冻结晶工艺处理高盐高COD废水的影响因素,结果表明:结冰率越高,冷冻温度越低,初始盐浓度或初始COD越高,有机物去除率和脱盐率就越低;接触面积越大,有机物去除率和脱盐率越高。
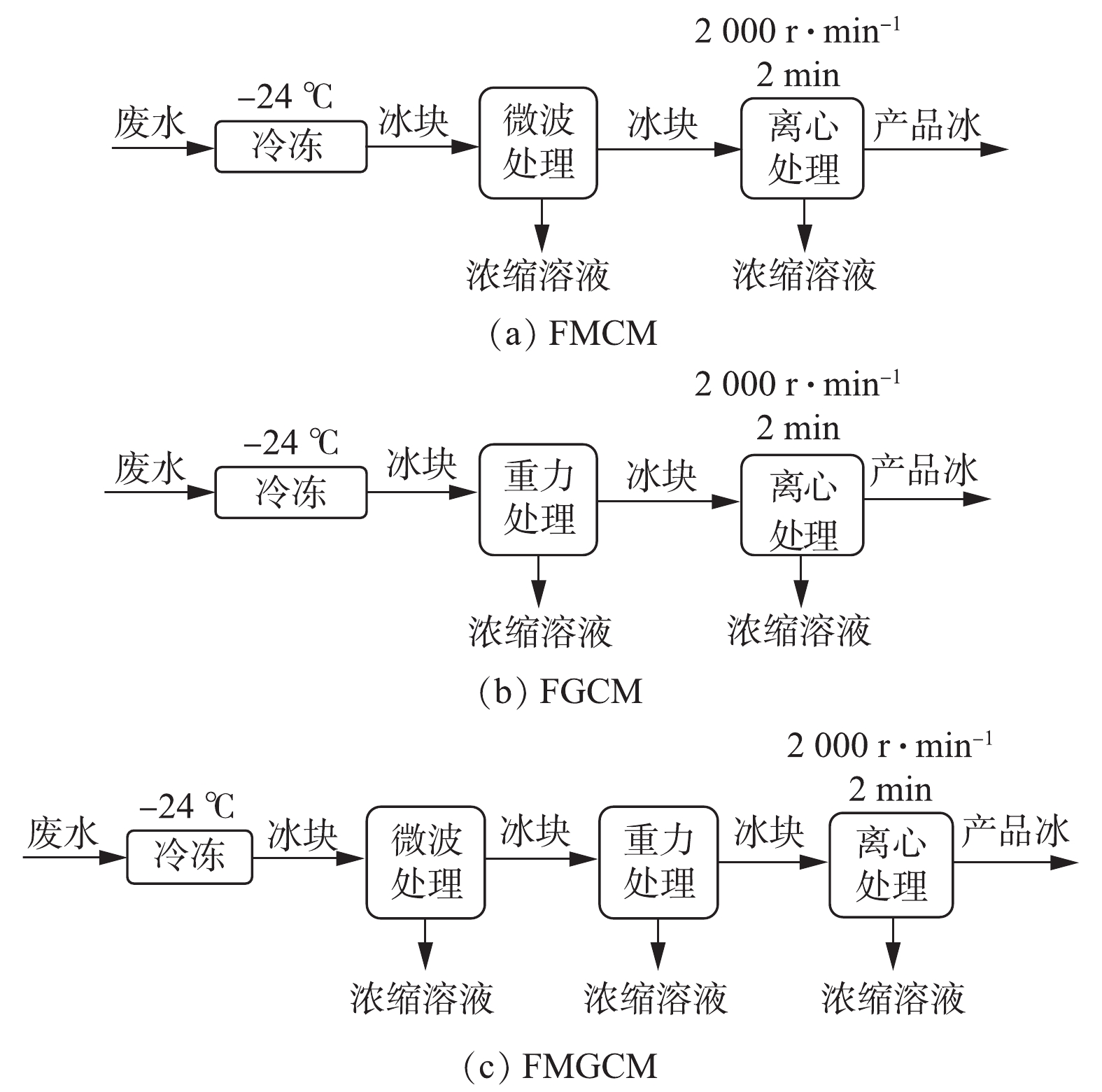
已有的冷冻法处理高盐高有机物废水研究发现:冷冻过程中,由于污染物迁移速率小于结冰速率,部分浓缩溶液来不及排出而被包裹在冰体内[15-16],因此,单纯冷冻的脱除效果不理想,需要结合其他工艺进一步从冰体中分离有机物和盐。笔者所在的课题组在基于冷冻过程的重力、微波、离心复合脱盐工艺方面开展了一些研究[17-19],取得了较好的脱盐效果。重力方法是利用冰体在重力作用下自然融化,浓缩溶液与部分冰融水沿着孔隙与外界连通而形成的通道排出,污染物得以脱除。微波方法是通过微波加热代替重力融化的方法处理冰样,加快冰体内污染物脱除进程。离心方法是对冰体施加离心力,使浓缩溶液克服冰体的表面张力和冰表面的黏性附着力被分离,实现脱除污染物的目的。相较于多级冷冻方法,冷冻复合方法的能耗更低。根据课题组的前期研究成果:重力方法脱盐效果好,但依靠自然热源的重力脱盐冬季耗时长;采用微波加热辅助脱盐耗时短,但脱盐效果不如重力脱盐;微波与重力方法复合,能够达到较好的脱盐效果,同时缩短脱盐时间。在此基础上,本文探究了冷冻-重力-离心(freezing,gravity-induced and centrifugal method,FGCM),冷冻-微波-离心(freezing,microwaving and centrifugal method,FMCM)以及冷冻-微波-重力-离心(freezing,microwaving,gravity-induced and centrifugal method,FMGCM)这3种复合方法对于高盐高有机物废水的处理效果,比较了不同方法的COD脱除率、脱盐率、净水回收率以及处理过程所经历的时间,旨在为以冷冻法为基础的污水处理工艺流程设计提供参考。
全文HTML
-
实验采用葡萄糖(分析纯)和氯化钠(分析纯)溶于纯水,配置成COD为10 000 mg·L−1、盐浓度为10 000 mg·L−1的高盐高有机物模拟废水。分别采用FMCM、FGCM和FMGCM处理模拟废水,实验所用的3种处理方法的流程如图1所示。
为了比较各种方法对盐和有机物的处理效果,本研究采用式(1)~式(4)分别计算了融化率、COD脱除率、脱盐率和净水率。
式中:Ri为融化率;Mi为微波或重力后剩余冰质量,g;M0为取冰质量,g。
式中:Rc为COD脱除率;C0为模拟废水的初始COD,mg·L−1;Ci为冰融水的COD,mg·L−1。
式中:Rd为脱盐率;D0为模拟废水的初始盐浓度,mg·L−1;Di为冰融水的盐浓度,mg·L−1。
式中:Rw为净水率;Mw为最终剩余冰融水质量,g;M0为取冰质量,g。
-
实验使用中科美菱DW-HL388超低温冷柜(制冷温度为−86~−10 ℃)冷冻溶液,采用WD800G型格兰仕微波炉(220 V、50 Hz,额定微波频率为2 450 MHz)和TD5F过滤式离心机(最大转速为4 000 r·min−1)处理冰样。使用TE3102S型分析天平(精度为10 mg,量程为3 000 g)测量溶液及样品的质量。配制原始溶液,冰融水等溶液的盐度使用AZ8371型盐度计(精度为±1%,测量范围为0~70 g·L−1)进行测量。COD采用标准重铬酸钾法测定,使用哈希COD标准方法水质检测预制试剂。检测时将水样置入哈希DRB200型COD消解器(温度量程37~165 ℃,温度稳定性为±2 ℃)进行加热消解,消解后使用哈希DR6000型台式紫外可见光分光光度计(波长为190~1 100 nm,波长准确度为±1 nm)检测水样的COD值。冷冻时使用500 mL不锈钢烧杯(直径约10 cm)盛放模拟废水。
-
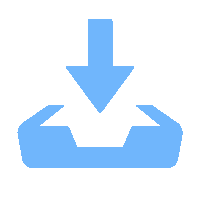
取7份配制的模拟废水盛放在烧杯中,每份样品水质量是500 g,在−24 ℃下冷冻15 h至完全冻结,样品编号为A1~A7。如图2所示,取出样品冰放在底部开孔的容器中,容器下方有溶液收集装置。将样品放入微波炉进行微波处理,时间分别为1、1.5、2、2.5、3、3.5、4 min,取出样品称量剩余冰的质量后离心处理,离心转速为2 000 r·min−1,离心时间为2 min。离心处理后,测量剩余冰融水的COD、盐度和质量。
-
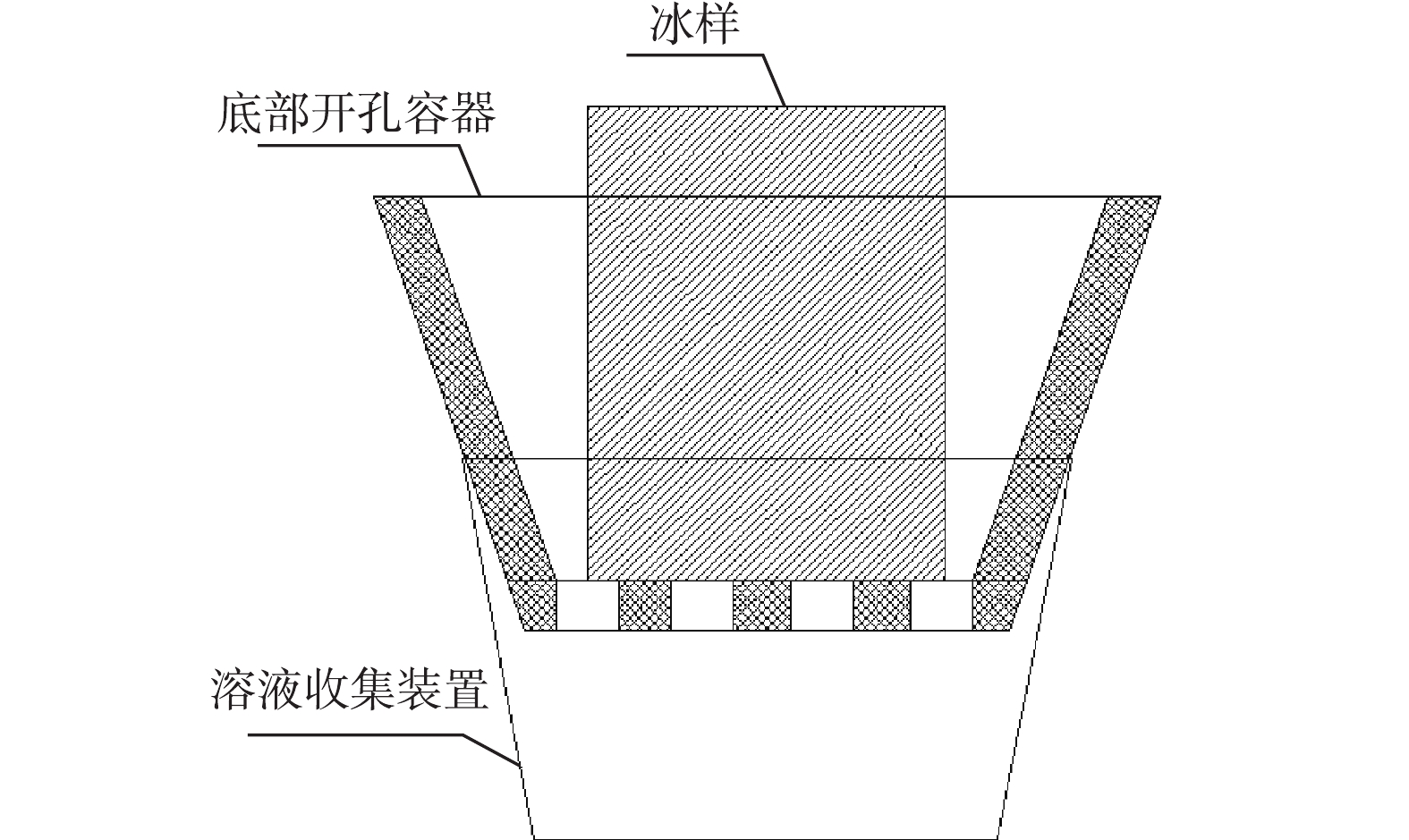
取7份配制的模拟废水盛放在烧杯中,每份样品水质量是500 g,在−24 ℃下冷冻15 h至完全结冰,样品编号为B1~B7。取出样品冰放置在不锈钢漏斗内,漏斗下方的不锈钢容器接收重力作用下融化排出的溶液,如图3所示。实验时环境空气温度为22 ℃,每组样品的重力融化时间不同,故融化率不同。实验过程中测量融化液质量并计算剩余冰质量,根据公式(1)计算重力融化率,使重力融化率与FMCM实验中微波融化率接近,记录重力融化时间分别为80、104、110、152、162、189、252 min。将未融化样品冰离心处理,离心机转速为2 000 r·min−1,离心时间为2 min。离心处理后,测量剩余冰融水的COD、盐度、质量。
-
取7份500 g的配制模拟废水盛放在500 mL烧杯中,在-24 ℃条件下冷冻15 h至完全结冰,样品编号C1~C7。取出冷冻的样品冰,分别进行1、1.5、2、2.5、3、3.5、4 min的微波处理后,均置于22 ℃空气环境温度下重力融化40 min,随后在离心机转速为2 000 r·min−1条件下离心处理未融化的样品冰2 min。离心处理后,测量剩余冰融水的COD、盐度、质量。
1.1. 实验流程及计算方法
1.2. 实验所用仪器设备
1.3. FMCM实验
1.4. FGCM实验
1.5. FMGCM实验
-
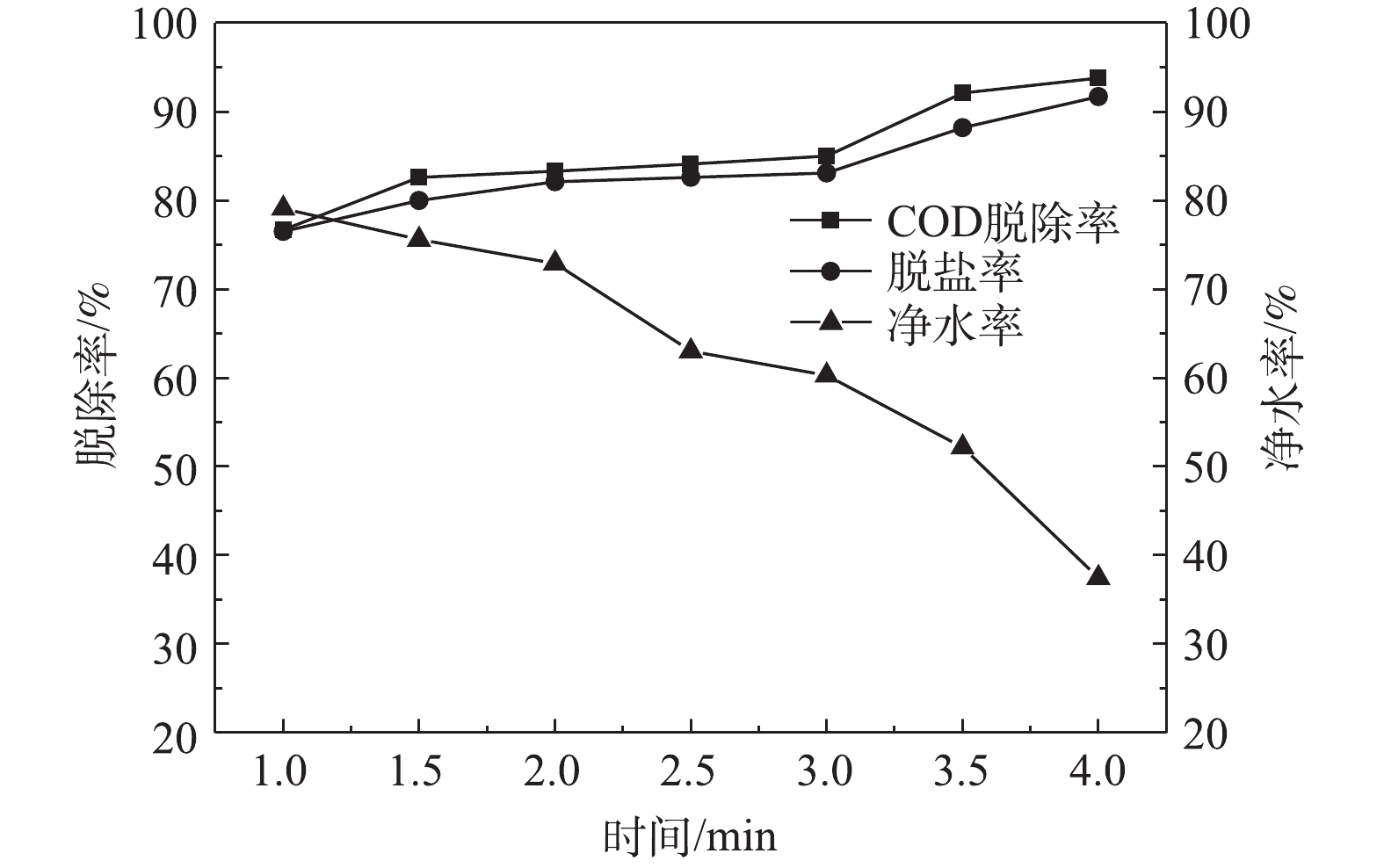
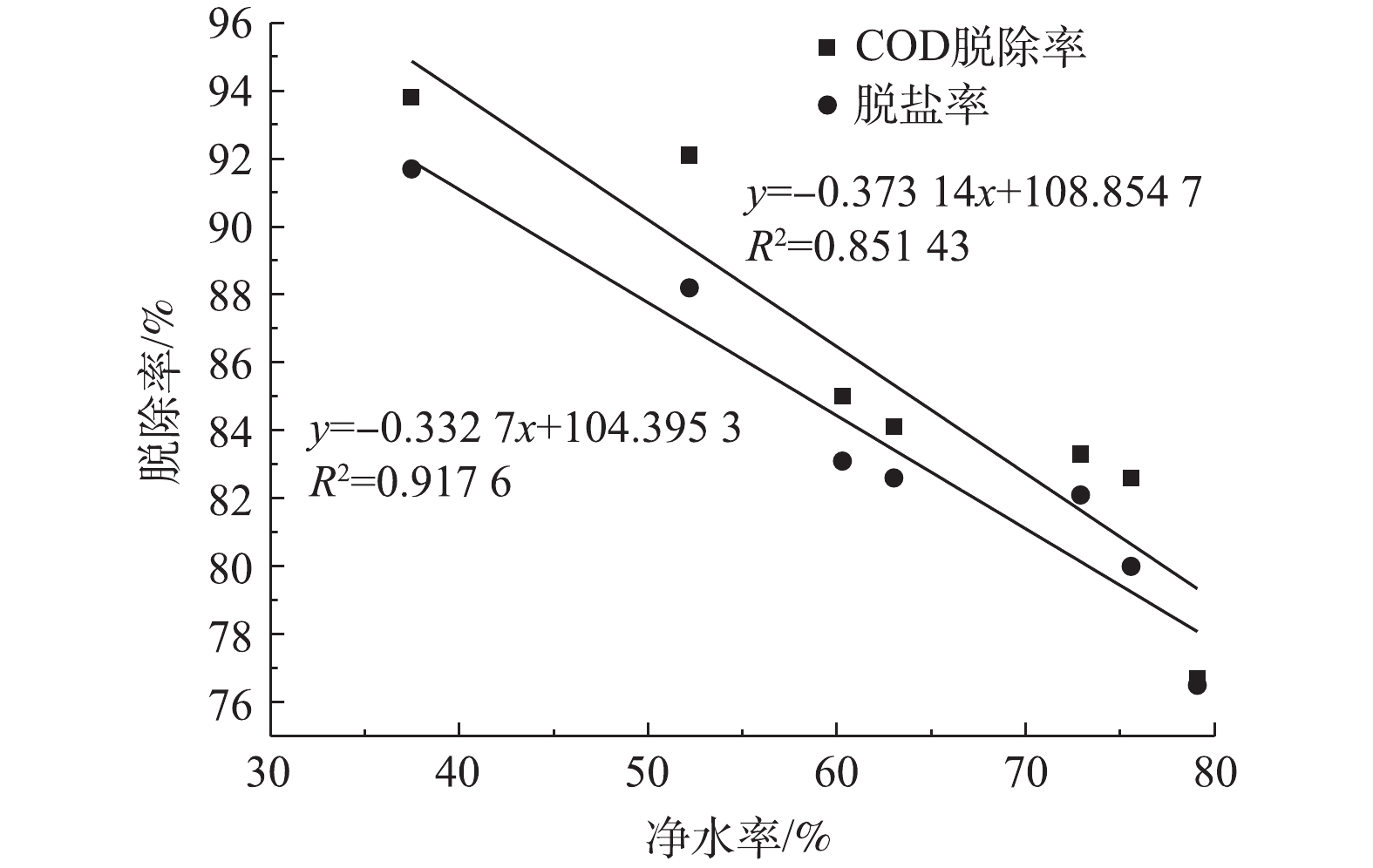
表1为采用式(1)~式(4)分别计算的微波融化率及FMCM处理后的COD脱除率、脱盐率、净水率。根据表1数据可以绘制出采用FMCM处理后,COD脱除率、脱盐率及净水率与微波时间的关系如图4所示。由图4可以看出,通过FMCM处理后,微波处理时间从1 min延长至4 min,冰的纯度不断提高,COD脱除率从76.7%上升到93.8%,脱盐率从76.5%上升到91.7%,有机物脱除效果略好于脱盐效果;但是净水率从77.85%下降到36.83%。COD脱除率和脱盐率均与净水率呈负相关关系,分别对净水率与COD脱除率和脱盐率的曲线进行拟合,如图5所示,R2分别为0.851 43和0.917 6。
-
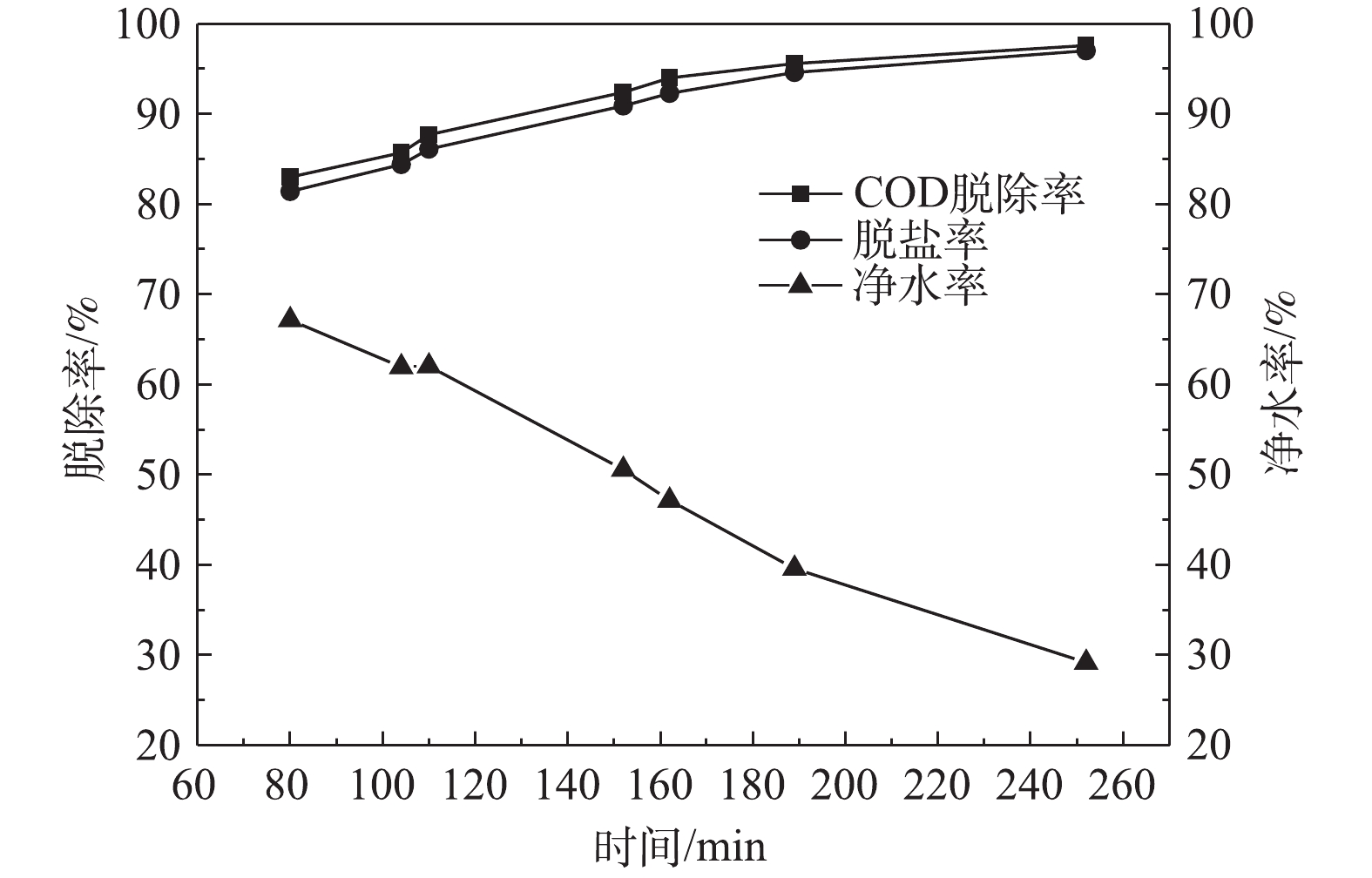
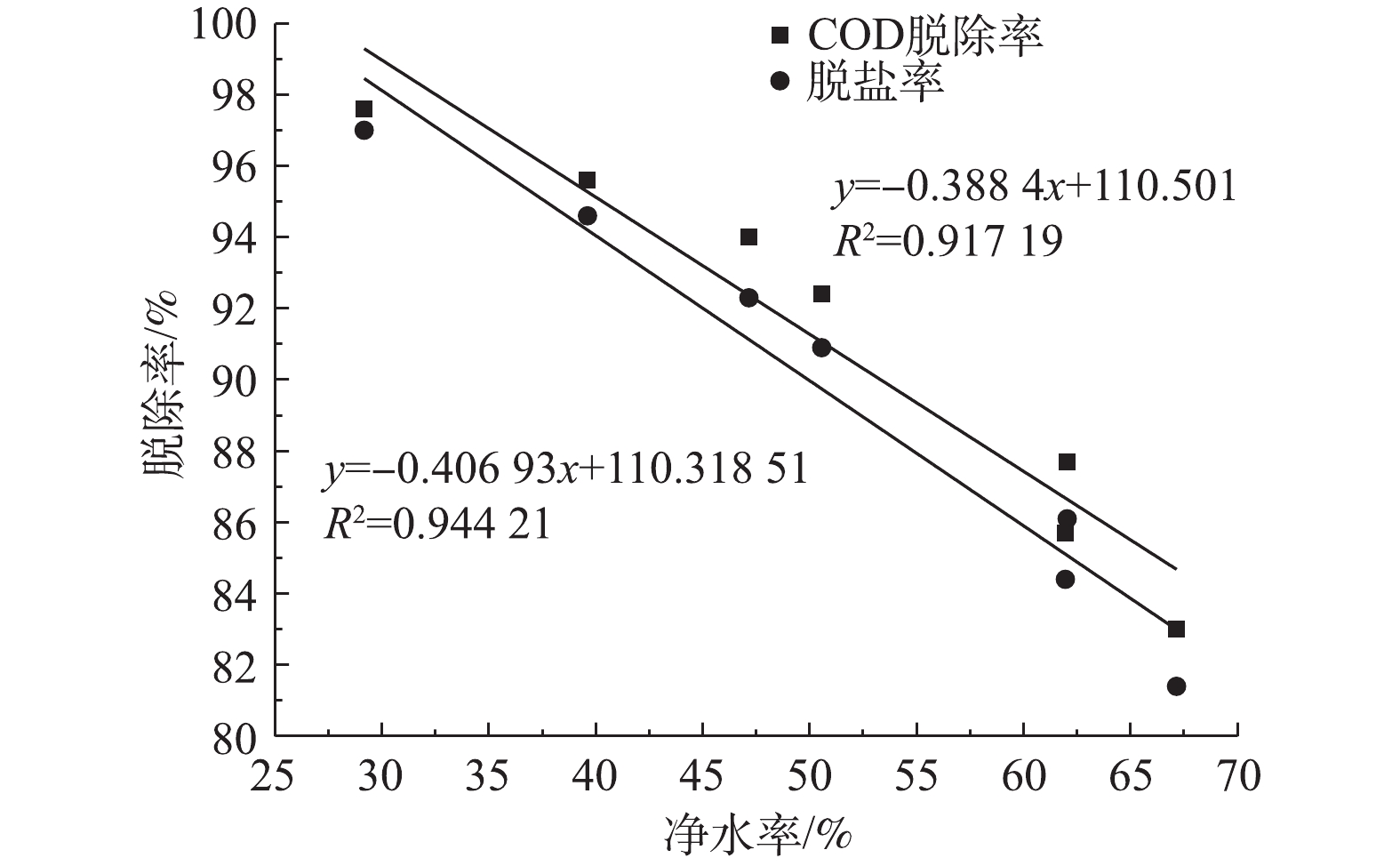
表2为采用式(1)~式(4)分别计算的重力融化率及FGCM处理后的COD脱除率、脱盐率、净水率。根据表2的实验数据可以绘制出采用FGCM处理后,COD脱除率、脱盐率及净水率与重力时间的关系如图6所示。由图6可以看出,通过FGCM处理后,当重力融化时间由80 min延长至252 min时,COD脱除率由83%上升到97.6%,脱盐率由81.4%上升到97%,有机物脱除效果略好于脱盐效果;但是净水率由67.15%下降到29.16%。COD脱除率和脱盐率均与净水率呈负相关关系。分别对净水率与COD脱除率和脱盐率的曲线进行拟合,结果如图7所示,R2分别为0.917 19和0.944 21。
-
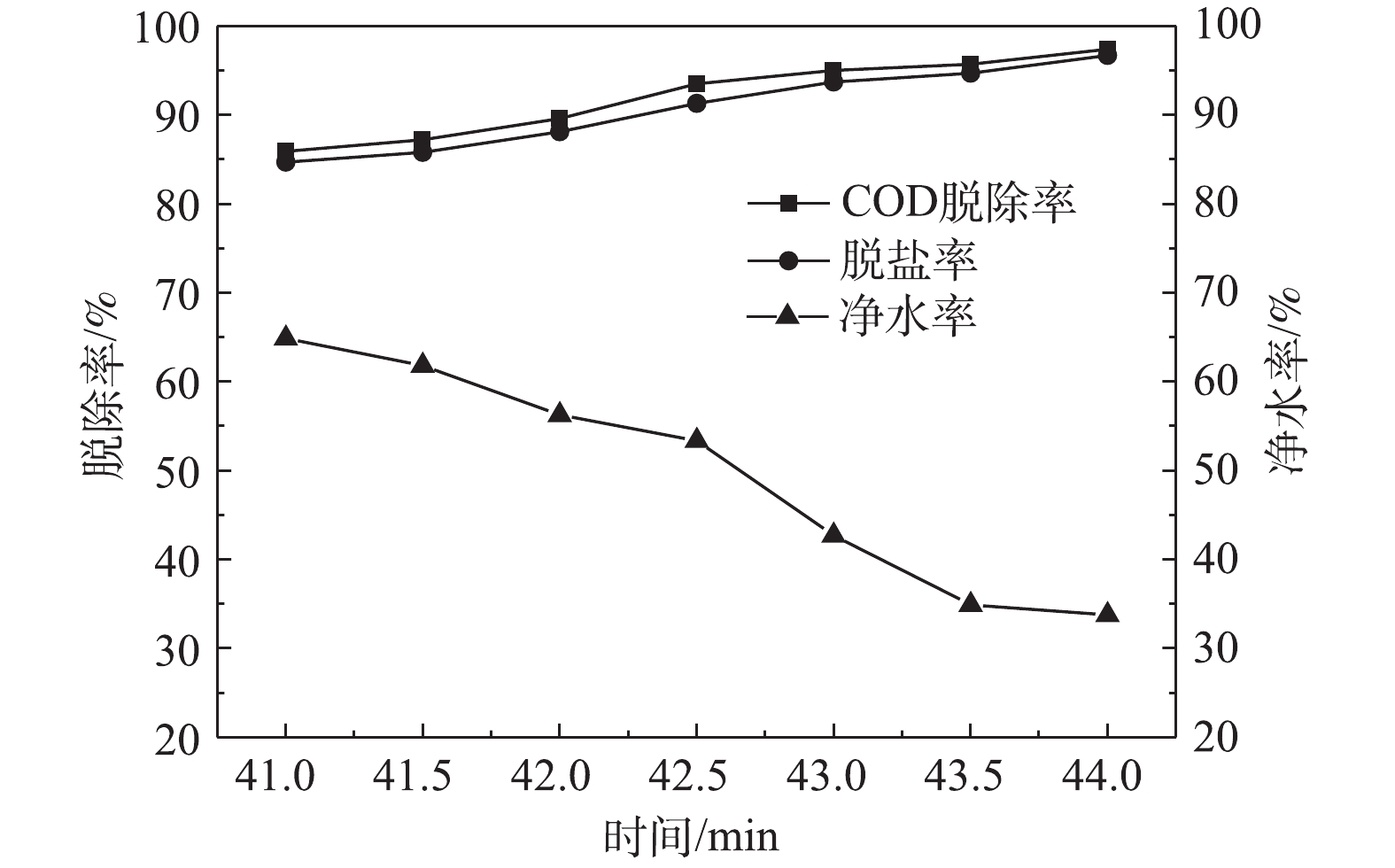
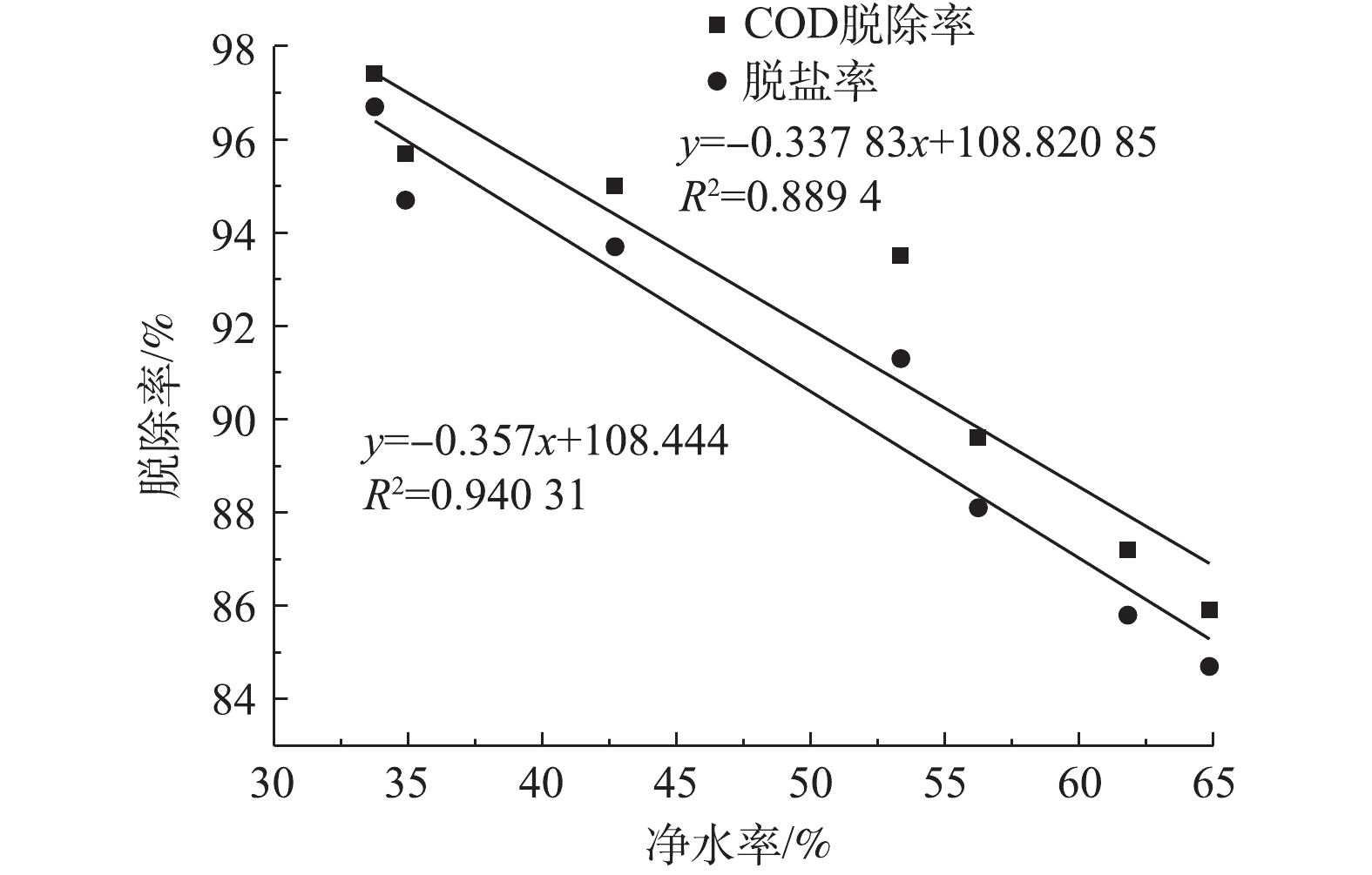
表3为采用式(2)~式(4)分别计算FMGCM的COD脱除率、脱盐率和净水率。根据表3的实验数据可以绘制出采用FMGCM处理后,COD脱除率、脱盐率及净水率与微波重力时间的关系,结果如图8所示。由图8可以看出,通过FMGCM处理后,随着实验时间的延长,COD脱除率与脱盐率均有所升高,COD脱除率由85.9%上升到97.4%,脱盐率由84.7%上升到96.7%,COD的脱除效果略好于脱盐效果。净水率从64.86%下降到33.75%,COD脱除率和脱盐率均与净水率呈负相关关系。分别对净水率与COD脱除率和脱盐率的曲线进行拟合,结果如图9所示,R2分别为0.889 4和0.940 31。
-
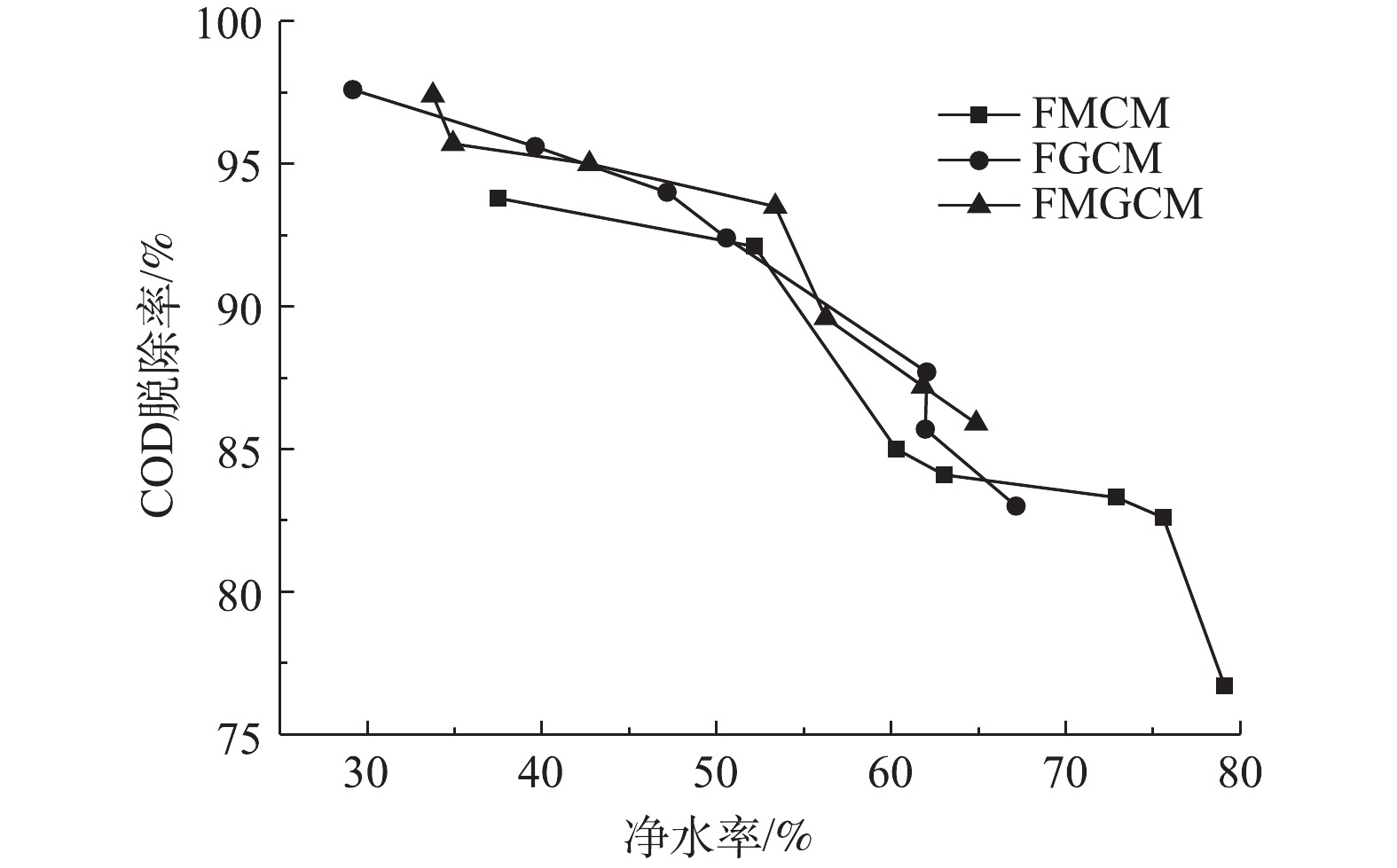
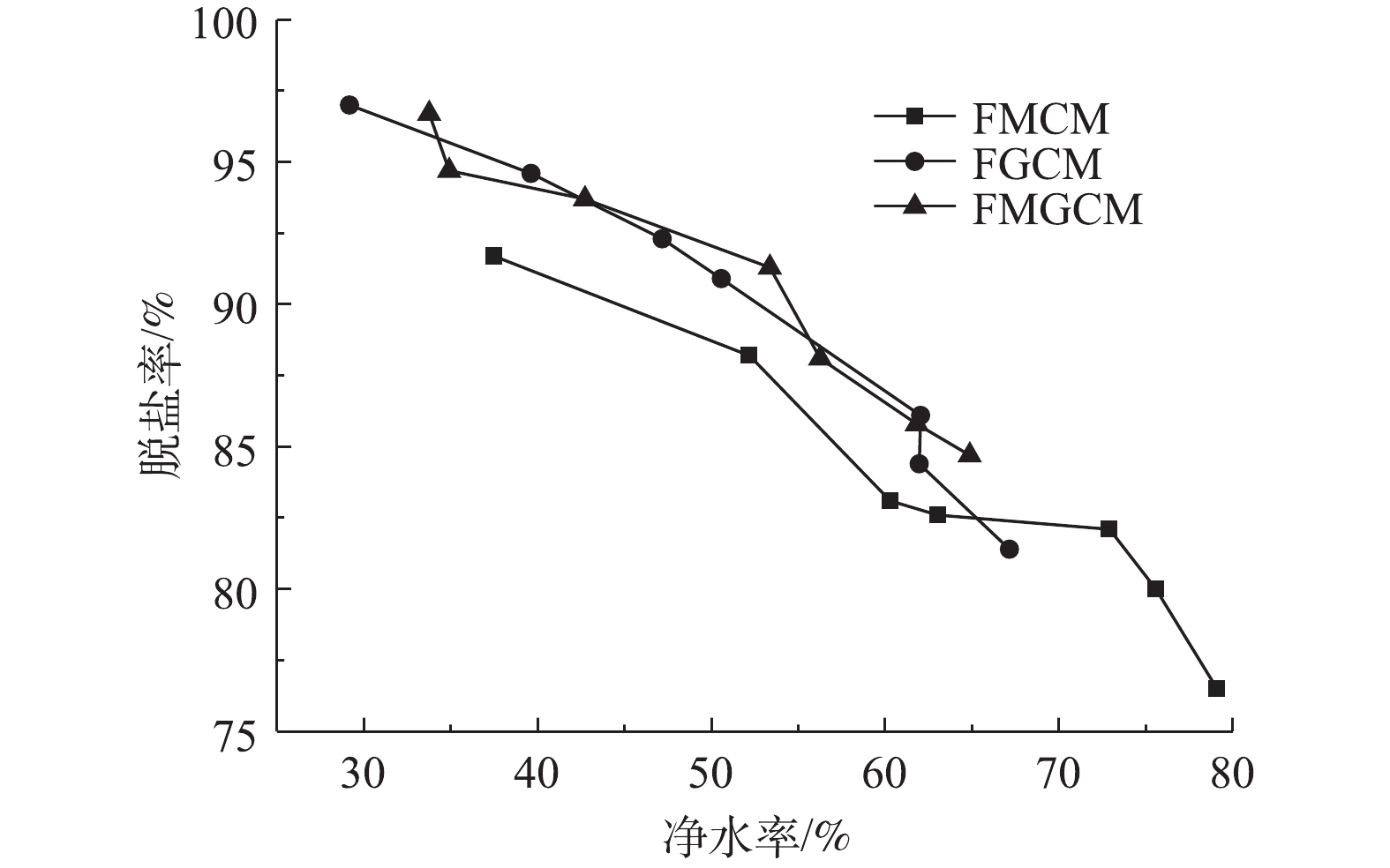
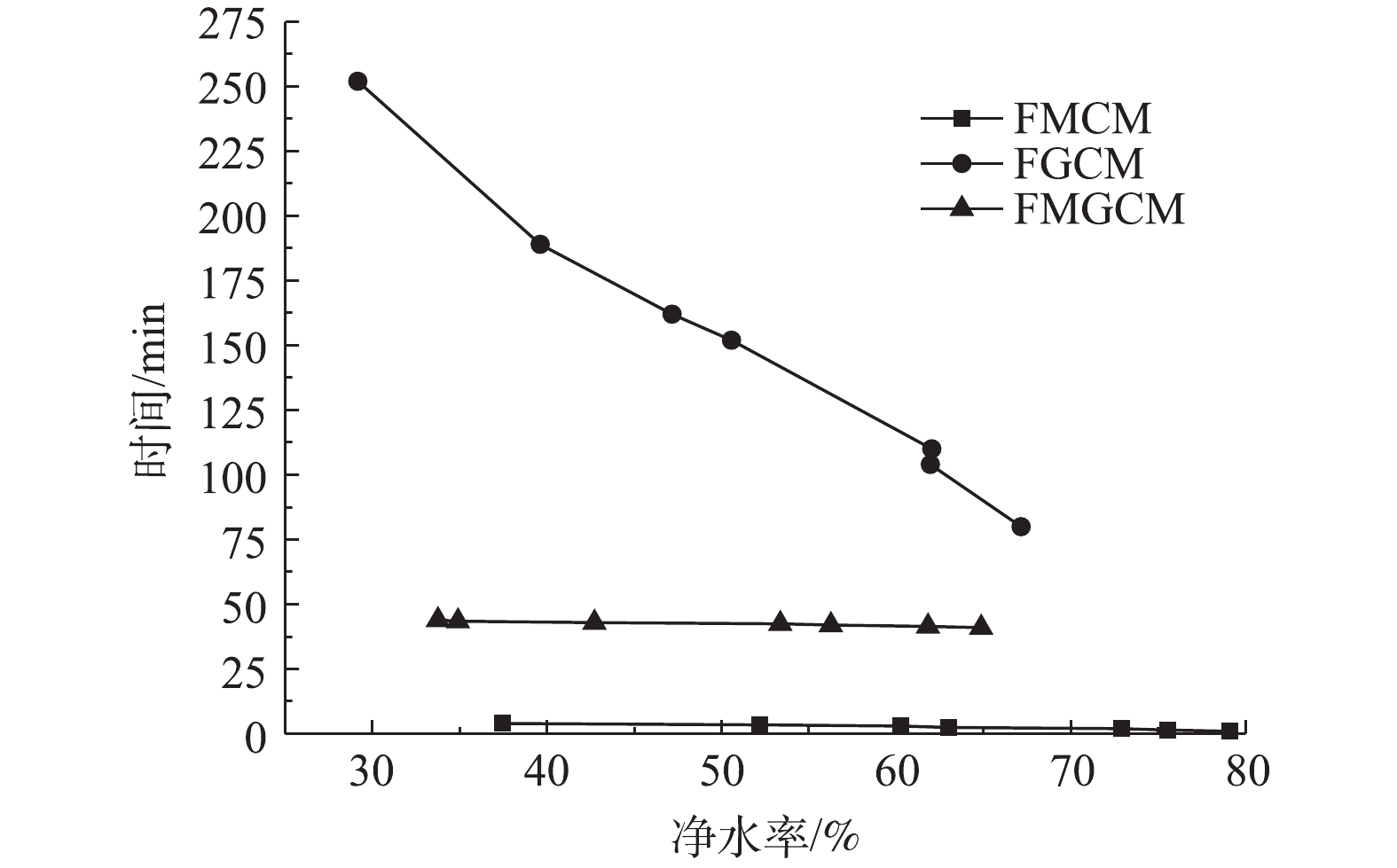
将FMCM、FGCM和FMGCM这3种实验方法的实验数据加以比较,得到COD脱除率、脱盐率、时间与净水率的关系分别如图10~图12所示,其中时间是指微波处理时间和重力融化时间,未包含这3种方法中相同的离心及其他处理过程的时间。可以看出,这3种方法都能够使得脱盐率及COD脱除率达到75%以上;相同净水率的条件下,FMGCM与FGCM的脱盐及COD脱除效果类似,均好于FMCM;但FMCM所需的处理时间最短,FGCM所需处理时间最长,FMGCM处于二者之间。
2.1. FMCM实验结果
2.2. FGCM实验结果
2.3. FMGCM实验结果
2.4. 实验效果对比
-
1)在冷冻法的基础上附加微波、重力和离心处理方法可以有效脱除废水中的有机物和盐。当FMCM的净水率<75.58%时,COD脱除率>82.6%、脱盐率>80%;当FGCM的净水率<67.15%时,COD脱除率>83%、脱盐率>81.4%;当FMGCM的净水率<64.86%时,COD脱除率>85.9%,脱盐率>84.7%。对于实际中不同情况的处理要求,可采用不同的处理方法。
2)对3种处理方法进行对比发现,FMCM可以加速实验过程,但脱除效果不如其他2种方法;在相同净水率的条件下,FGCM的脱除效果比FMCM好,但是实验耗时最长;FMGCM与FGCM相比,脱除效果接近,同时可以有效缩短实验时间。
3)基于冷冻过程的复合处理方法能够有效地将高盐高有机物废水分离为净化水和浓缩溶液,同时脱除有机物和盐。作为一种废水处理的物理方法,不会产生新的污染物质。由于操作温度低,可以有效地避免高温带来的设备腐蚀,是一种值得进一步研究的工业高盐高有机物废水处理方法。
