

-
谷氨酸(glutamic acid,GA),化学名称为α-氨基戊二酸(C5H9NO4),为无色或白色晶体,微酸性,有鲜味,微溶于水,等电点为3.22[1]。以我国普遍生物质谷氨酸发酵工艺水平计算,发酵产谷氨酸一般在100 g·L−1左右,按照一步等电点结晶后母液中未结晶剩余的谷氨酸20 g·L−1计算,首次等电点回收率仅为80%左右。等电母液中谷氨酸含量丰富,具有COD高、pH低、总氮含量高等特征,难以进行生化处理,而未经处理的母液直接排入水体易造成水体富营养化,破坏水环境,造成资源严重浪费[2-3]。从等电母液中二次回收谷氨酸主要有以下2种方法:一是高温多效蒸发工艺[4-5],该工艺大大减少了硫酸和液氨等的消耗,但容易带来高能耗、低结晶质量问题;二是离子交换等电工艺[6-7],其谷氨酸回收率高,但同时产生较多冲洗废水,增加环境负荷。因此,在平衡谷氨酸提取收率和产品质量的前提下对等电母液进行资源化利用,寻找低能耗、低物耗、低废水量的新型谷氨酸提取技术已迫在眉睫。
冷冻浓缩技术[8-10]利用污水冰点低于净水冰点这一原理。在冷冻过程中,由于介质分布不均匀,相对纯净的水会优先以固态冰晶形式析出,与污水共存,而剩余的污染杂质仍然以液态存在,随着固态冰晶的增多,液相中杂质浓度也会增高,进而形成杂质浓度较高的浓缩液[11-12]。与蒸发浓缩相比,冷冻浓缩具有能耗低、无污染、更安全等优势[13-14]。
为降低等电母液危害,实现废水中谷氨酸的资源化利用,本研究探索了冷冻浓缩法与等电点结晶相耦合的新型浓缩技术。采用该技术处理味精生产过程中谷氨酸等电母液,对谷氨酸进行了二次提取,以有效回收利用谷氨酸资源。同时探讨了过饱和度、成冰率、育晶温度、晶种添加量、晶种目数等谷氨酸结晶影响因素,以期为谷氨酸等电母液二次结晶技术提供参考。
-
模拟废水采用味精生产过程中谷氨酸酵母液第1次等电点结晶后分离的酵母液废液(等电母液),其中含有未能结晶析出的谷氨酸,为高COD、高氨氮废液。
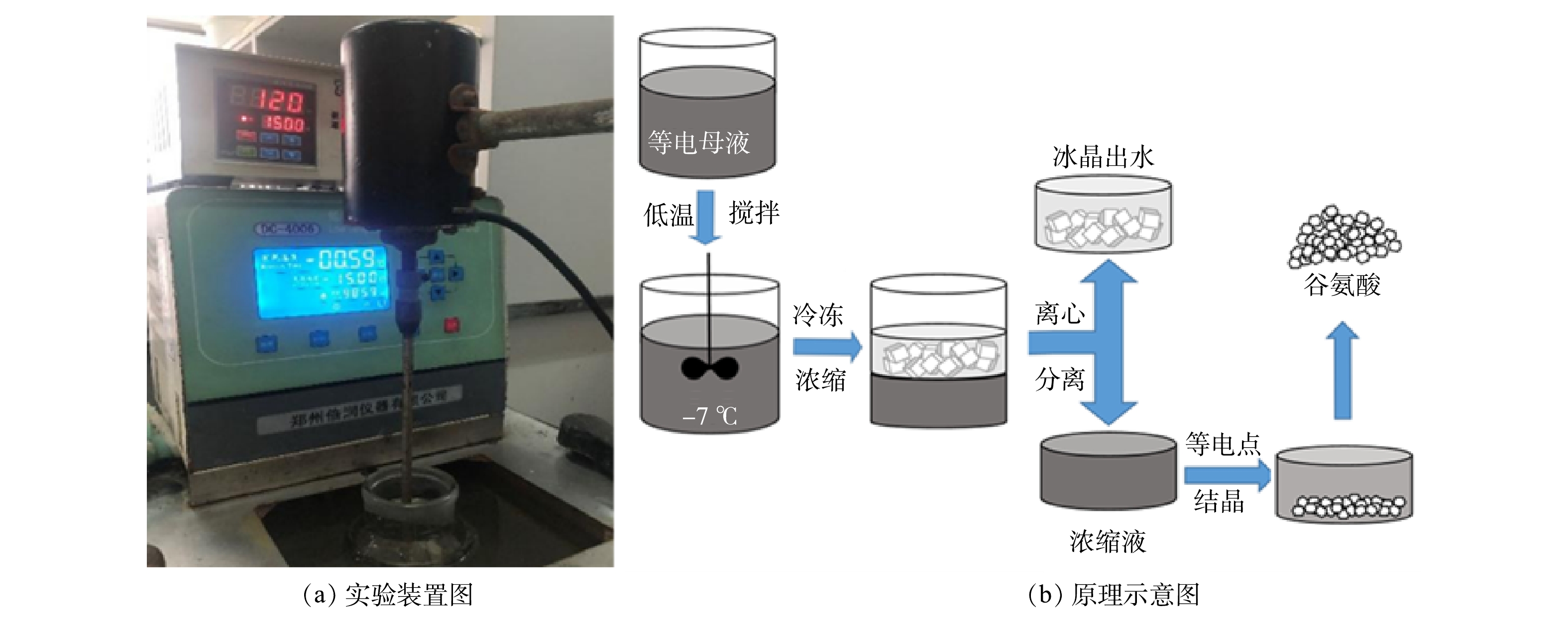
实验装置和原理示意图如图1所示。实验仪器主要包括:DC-4006型低温浴槽(郑州倍润仪器有限公司);JJ-1A型电动搅拌器(上海比朗仪器有限公司);80-1型离心机(江苏金坛市白塔新宝仪器厂); L5型紫外-可见分光光度计(上海仪电分析仪器有限公司);LB-901型COD消解仪(青岛路博伟业环保科技有限公司);PHSJ-3F型实验室pH计(上海仪电科学仪器股份有限公司); Multi 350i型多参数测定仪(德国WTW公司);Falcon EDAX型X射线光电子能谱仪(英国Thermo Fisher);JSM-6360LV型扫描电子显微镜(日本JEOL公司)。
-
1)首先配置谷氨酸质量浓度为20 g·L−1的等电母液待用。取500 mL配好的谷氨酸等电母液于广口瓶中,置于低温浴槽中冷冻。在冷冻浓缩过程中,设置搅拌转速为160 r·min−1、冷冻温度为−9 ℃。通过自制的离心分离装置将溶液中悬浮态冰晶和浓缩液进行分离,分别得到含冰率为30%、40%、50%、60%、70%、80%、90%的浓缩液。为了提高冰晶的出水水质,将冰晶出水进行二级冷冻。
2)将浓缩液放在恒温育晶装置中,调节温度为0、5、10、15、20 ℃,加硫酸调节溶液pH到4.0~4.5,加入晶种,静置2 h,缓慢加酸至pH为3.22(等电点),搅拌4 h,后静置沉降2 h,将析出的谷氨酸抽滤分离,再用无水乙醇清洗。
3)在调节pH等电点结晶前,分别加入80、120、150、200目的晶种,同时控制晶种添加量为1%、3%、5%、7%。根据式(1)计算能耗。该低温废水处理过程消耗的电功率根据式(2)计算。
式中:Q为能耗, kJ;C水为等电点废液的比热容,取4.1 kJ·(kg·℃)−1;M为等电母液的质量,为0.5×103 kg;△t1=25 ºC;△fusH为冰的熔化焓,为3.35×105 J·kg−1, C冰为冰的比热容。取2.06×102 J·(kg·℃)−1;△t2为冰降温的温差,△t2=10 ºC。
式中:E为消耗的电功率,kW;C为制冷即的制冷系数,取C=2.5,,t为时间,s。
-
采用紫外-可见分光光度法测定吸光度;采用重铬酸钾法测定 COD(GB/T 11914-1989);采用pH计测定pH,采用哈希法测定总氮;采用多参数测定仪测定电导率;采用的激光粒度粒径分析仪测定固体粒径;采用生物传感器测定谷氨酸浓度;通过生物传感器快速测出谷氨酸浓度,实验采用SEM观测固体微观形貌;采用XRD技术进行元素分析。
-
1)成冰率对浓缩液浓度的影响。在谷氨酸冷冻浓缩时,随着成冰率的提高,谷氨酸浓度也会随之变化,不同过饱和度的谷氨酸等电点结晶对结晶量和晶体晶型均有影响。1 000 mL谷氨酸母液(20 g·L−1)在不同成冰率下的浓缩液谷氨酸浓度变化如表1所示。由表1可见,谷氨酸浓度随成冰率的提高而增加。浓缩液过饱和度越大,越利于谷氨酸等电点结晶析出,但在高成冰率时,冰晶表面吸附更多杂质,从而导致冰晶纯度下降。
2)成冰率对提取量的影响。冷冻浓缩过程中溶液成冰率对谷氨酸提取量的影响结果如图2所示。由图2可以看出,将1 000 mL等电母液冷冻浓缩,浓缩液中谷氨酸浓缩倍数随成冰率的增加而增加。当冰相增加时,浓缩液就相对减少,导致谷氨酸含量随之减少。同时,由于谷氨酸在不同温度下的饱和度不同,将浓缩液在不同温度下等电结晶时,晶体析出的量也会有所不同。综上结果可知,当含冰率为80%(冰800 mL、浓缩液200 mL)、等电结晶温度为0 ℃时,谷氨酸提取量达到最大值,为12.57 g。
3)成冰率对谷氨酸结晶质量的影响。不同成冰率下浓缩液等电结晶固体的XRD表征结果见图3。由图3可见,不同成冰率下产生的谷氨酸典型衍射峰可对应α型结晶(JCPDS 30-1740)和β型结晶(JCPDS 30-1701)的标准卡尺。当成冰率为30%、40%、50%时,在2θ为10°处有明显的结晶特征峰,说明在较低的成冰率条件下,浓缩液等电点结晶析出的晶体为β型;当成冰率大于60%时,等电结晶析出的晶体多为α型谷氨酸。但当成冰率达到80%~90%时,即浓缩液谷氨酸浓度过大时,析出的晶体大部分为α型,其中会掺杂少量β型晶体。
谷氨酸结晶一般有2种晶型:α晶型和β晶型。α型谷氨酸分子结构为环状,β型谷氨酸分子结构为链状。由于β型谷氨酸晶体更稳定,在等电点结晶过程中也更容易形成β型谷氨酸晶体[15]。但根据奥斯瓦尔德定律[16],在等电点结晶时最初先形成亚稳态的α型晶体,随后再转变为更稳定的β型晶体。α型谷氨酸晶轴长度相近,晶体呈多面棱形颗粒,颗粒分散具有分离效果好,易沉淀,纯度高等优点;而β型谷氨酸晶轴长度差异大,晶体多呈针状、粉末状或者片状,晶体分离效果差、纯度低,所以工业生产中希望获得α型结晶。
图4为成冰率为50%、70%、80%时谷氨酸结晶的扫描电子显微镜图。由图4(a)可以看出,当成冰率为50%时,等电点结晶得到的谷氨酸为片状。这表明该条件下得到的为β型谷氨酸。由图4(b)可见,在成冰率为70%时,等电点结晶析出的谷氨酸从晶体形貌看为六棱形块状。这表明该条件下得到的为α型谷氨酸。由图4(c)可见,等电点结晶析出的谷氨酸晶体大部分是块状晶体,但同时也能够看到有针状和片状的谷氨酸存在。这表明当成冰率增大到80%后,在产生大部分为α型谷氨酸的同时也掺杂了少部分β型谷氨酸,这与谷氨酸X射线衍射图谱的分析一致。当成冰率增大时,浓缩液等电结晶析出的谷氨酸晶体α型谷氨酸增多,但当成冰率大于80%后,又有β型谷氨酸产生。
在对浓缩谷氨酸母液进行冷冻过程中,成冰率是影响谷氨酸浓缩倍数最关键的因素。从提取量上来看,当成冰率为80%时,谷氨酸提取量最高,但是由于谷氨酸浓度过高影响了结晶形态。结合此条件下获得的谷氨酸晶体的XRD和SEM图可知,80%成冰率时产物为α型谷氨酸和β型谷氨酸的混合物,严重影响了工业上谷氨酸结晶的质量。因此,需要进一步优化工艺条件,以在获得最大提取量的同时,结晶析出晶体光泽、颗粒大、纯度高的α型谷氨酸。
-
在等电母液冷冻浓缩后,将冰水混合物离心分离得到浓缩液。将浓缩液进行二次等电点结晶,测定不同育晶温度下谷氨酸结晶量。由图5可见,当育晶温度为0 ℃时,析出的谷氨酸晶体最多。但由于在0 ℃以下时溶液将会到达冰点,故不做考虑。从理论上分析,由于谷氨酸的饱和度会随着温度的下降而降低,所以在较低的育晶环境下,谷氨酸析出的量也会增多。
图6反映了不同育晶温度下析出的谷氨酸晶体粒径分布情况。育晶温度越高,粒径分布越集中,但同时也明显有更多的细晶析出。在冷冻浓缩等电结晶时,粒径分布较宽,且结晶过程中形成了较多难以分离回收的细晶,造成母液剩余的谷氨酸量高、收率低。因此,为控制谷氨酸结晶时晶体粒径在最佳的分布范围中,尽可能降低母液中剩余谷氨酸量,提高谷氨酸回收率和结晶质量,关键在减少细晶的产生。
-
从结晶动力学角度上来看,添加谷氨酸晶种能防止由于区域内浓度过高所导致的突然产生过多的无规则晶核而发生聚晶现象,同时也能为谷氨酸结晶提供质量较好的α晶型[17],提高结晶质量和回收率。溶液在由不饱和到饱和有晶核产生要经历稳定区、介稳区、不稳定区3个区间。在介稳区,自发成核不会产生,但当晶种存在时,晶体会发生二次成核。介稳区控制了晶体的生长,所以晶种的投放应控制在介稳区[18]。由图7可见,添加晶种后在2θ为10°处的β型谷特征峰明显消失。
-
在1 000 mL母液中分别添加1%、3%、5%、7%的α型谷氨酸晶种,调节pH到等电点进行等电点结晶,结晶析出的谷氨酸提取量如图8所示。谷氨酸晶种添加时间在溶液介稳区,此时溶液中还没有自发的晶核生成。当晶种添加量为3%时,析出的谷氨酸最多,可达13.448 g;而当晶种添加量为7%时,析出的谷氨酸比未添加时少了0.09 g,说明当晶种添加量过多时,溶液中谷氨酸过饱和度变高,影响结晶效果,造成较多的细晶(β型谷氨酸)产生,在沉淀过滤时很难将其与溶液分离,因此,析出的谷氨酸变少。
图9反映了添加不同含量晶种后析出的谷氨酸粒径分布情况。可以看出,在添加晶种后,峰型变得集中,粒径分布范围变窄,周围没有二次峰的出现。这说明结晶质量变好。但随着晶种添加量增加的同时也发现,细晶也明显增加,侧面说明了当晶种添加量为7%时,产生大量的微晶难以从溶液中分离,使得最后谷氨酸提取量下降。这也与图8的结果相一致,当晶种添加量为7%时,谷氨酸的提取量最低,甚至比未添加晶种时更低。
结合上述实验结果分析,添加晶种可进一步优化结晶质量和晶型。当添加量为3%时,谷氨酸提取量和粒径分布均达到最佳效果。没有添加晶种时,若等电结晶过程溶液中谷氨酸浓度到达过饱和度,会在不稳定区出现自发成核的现象,导致晶体容易无序生长,结晶效果不佳。当晶种添加过量时,溶液浓度升高,过饱和度增加。因此,选择3%的晶种添加量为最佳条件。
-
图10为不同晶种目数对谷氨酸结晶晶体尺寸的影响。可以看出,随着添加晶种的目数增大,结晶析出的谷氨酸细晶量下降,同时析出谷氨酸晶体平均粒径增大。当晶种目数为80目时,粒径分布曲线上出现几个小粒径的特征峰,此时添加的晶种粒径小,成核后有微晶形成;当晶种目数为120目时,粒径分布曲线往右移动,同时小粒径峰型降低,说明增大晶种粒径后结晶粒径明显集中,且细晶也随之减少;当晶种目数为150目时,粒径分布范围缩小,小粒径特征峰消失,结晶效果最佳;当晶种目数为200目时,粒径分布曲线相向右移动,结晶粒径变大,同时有明显的双峰出现。
综合以上分析,当添加晶种的量为3%,目数为150目时,结晶产量和质量最佳。由图11不同倍率下的谷氨酸结晶图可以明显看出,该条件下谷氨酸晶体为整齐的六棱形结构,颗粒均匀,表面平整,这为谷氨酸工业产业链提供优质的原材料。
-
谷氨酸等电点废液在冷冻结晶过程中,其理论能耗主要归于以下3部分:一部分用于等电点废液的降温;一部分用于等电点废液中水发生从液态变为固态的相变能耗;一部分为冰继续降温至冷冻温度的能耗。等电点废液的原水温度为25 ℃,冷冻温度为-10 ℃,设计处理量为0.5 t·d−1,成冰率为70%。由式(1)和式(2)得该低温废水过程消耗的电功率为0.51 kW,即每h消耗电能0.51 kWh,折算为每吨废母液每小时耗电即24.48 kWh。
-
1)成冰率是影响谷氨酸浓缩倍数的一个关键因素,当成冰率为70%~80%时,谷氨酸提取量最高。
2)利用冷冻浓缩法进行冷能循环利用,将育晶温度控制在0 ℃可以提高谷氨酸结晶产率。
3)在成冰率为70%、育晶温度0 ℃的条件下,添加质量比3%、目数150目的α型谷氨酸晶种时,谷氨酸结晶产量和质量达到最佳。
4)在冷冻过程中,设置冷冻温度−9 ℃,搅拌速度160 r·min−1时,冰晶纯度最高;成冰率越低则冰晶纯度越高,但考虑到谷氨酸结晶产率和质量,成冰率控制在70%左右。对出水进行二级冷冻,在成冰率为70%的情况下,COD、总氮、电导率去除率分别提高到94.32%、94.70%和95.92%。
冷冻浓缩-等电点结晶法对谷氨酸等电母液的资源化利用
Recycling of isoelectric mother liquor by freeze concentration-isoelectric point crystallization method
-
摘要: 以谷氨酸等电母液为研究对象,开展了冷冻浓缩-等电点结晶实验研究,主要考察了成冰率、育晶温度、晶种添加量、晶种粒径等因素对结晶产量和质量的影响。结果表明,成冰率会直接影响晶体的析出量与形态,在成冰率为70%~80%、育晶温度为0 ℃、添加3%的150目α型谷氨酸晶种时,冷冻浓缩-等电点结晶效果最佳,每升谷氨酸等电母液中能回收13.75 g α型谷氨酸。以上研究结果可为实现谷氨酸资源化回收提供参考。Abstract: Taking glutamic acid isoelectric mother liquor as the research object, the experimental research of freeze concentration-isoelectric point crystallization was conducted to mainly study the effects of ice formation rate, crystal growth temperature, seed crystal addition amount, seed crystal size and other factors on the crystallization yield and quality. The results show that the ice formation rate could directly affect the precipitation amount and shape of crystals. At the ice formation rate of 70%~80%, the crystal growth temperature of 0 ℃, the best freezing concentration-isoelectric point crystallization effect occurred with the addition of 3% of 150 mesh α-type glutamic acid seed crystals, and 13.75 g glutamic acid could be recycled from 1L isoelectric mother liquor. The above research results can provide a reference for the realization of glutamic acid recycling.
-

-
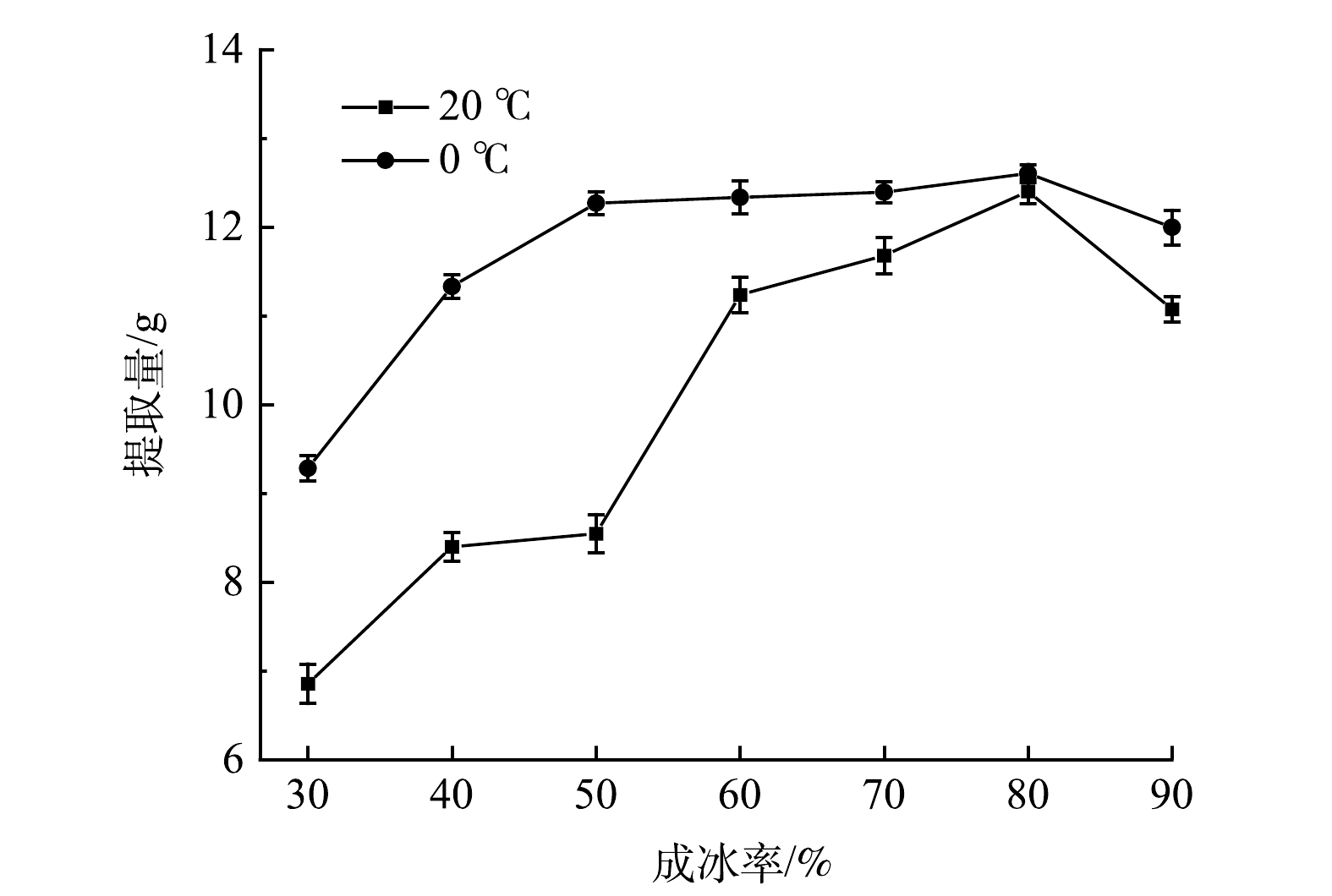
图 2 不同成冰率对谷氨酸提取量的影响
Figure 2. Effect of different ice formation rate on glutamic acid extraction
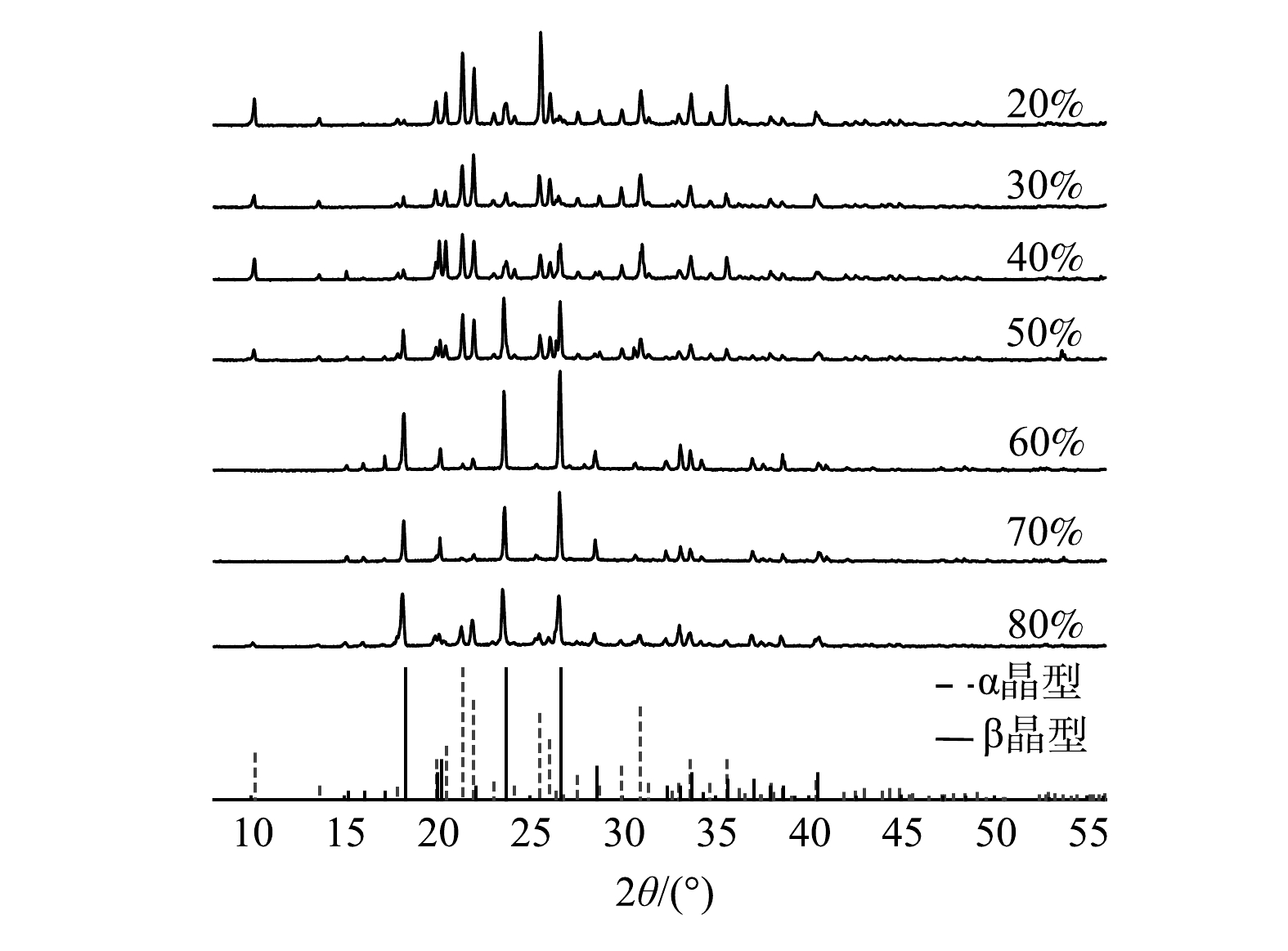
图 3 不同成冰率下谷氨酸晶体的XRD图谱
Figure 3. XRD patterns of glutamic acid crystals at different ice formation rates
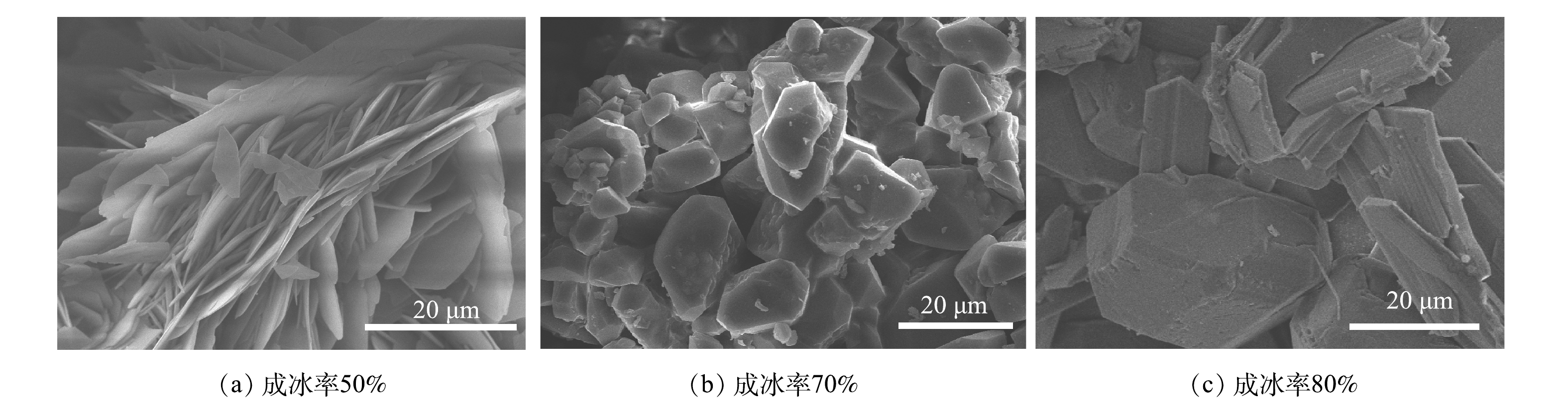
图 4 不同成冰率下谷氨酸结晶的扫描电子显微镜图
Figure 4. SEM images of glutamic acid crystals at different ice contents
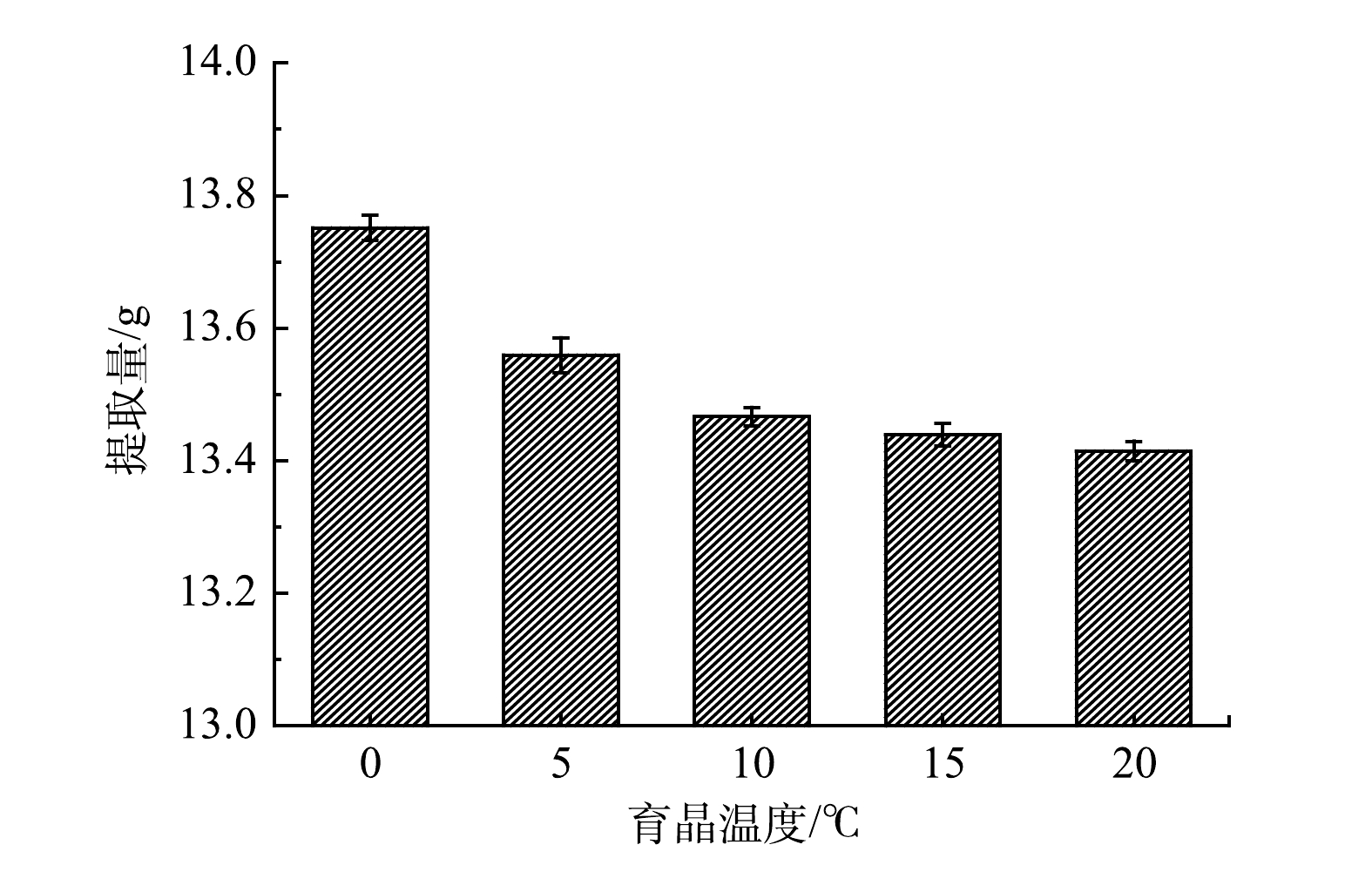
图 5 不同育晶温度对谷氨酸提取量的影响
Figure 5. Effect of different crystal growth temperature on glutamic acid extraction
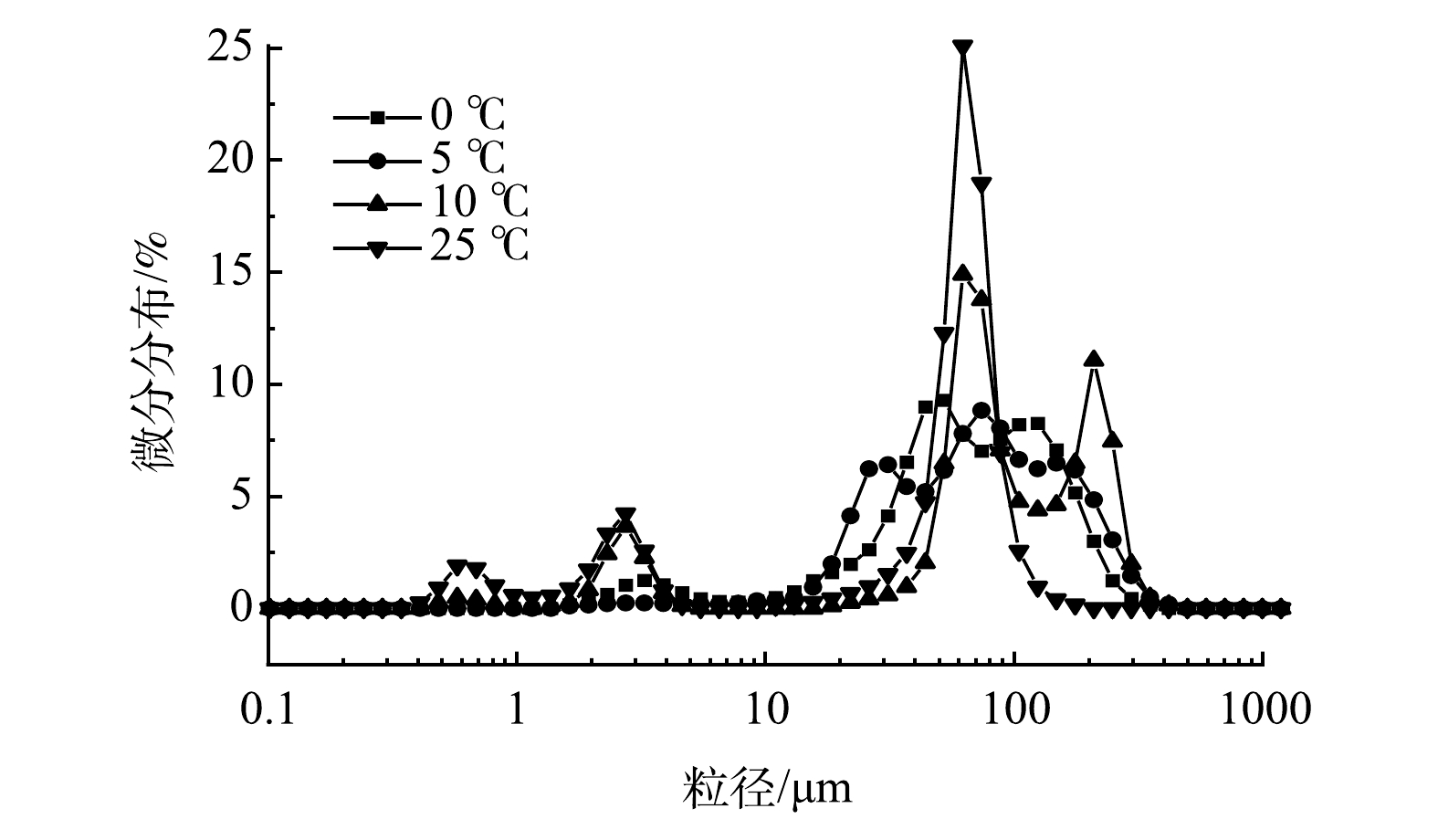
图 6 育晶温度对谷氨酸晶体粒径分布的影响
Figure 6. Effect of crystal growth temperature on the size distribution of glutamic acid crystals
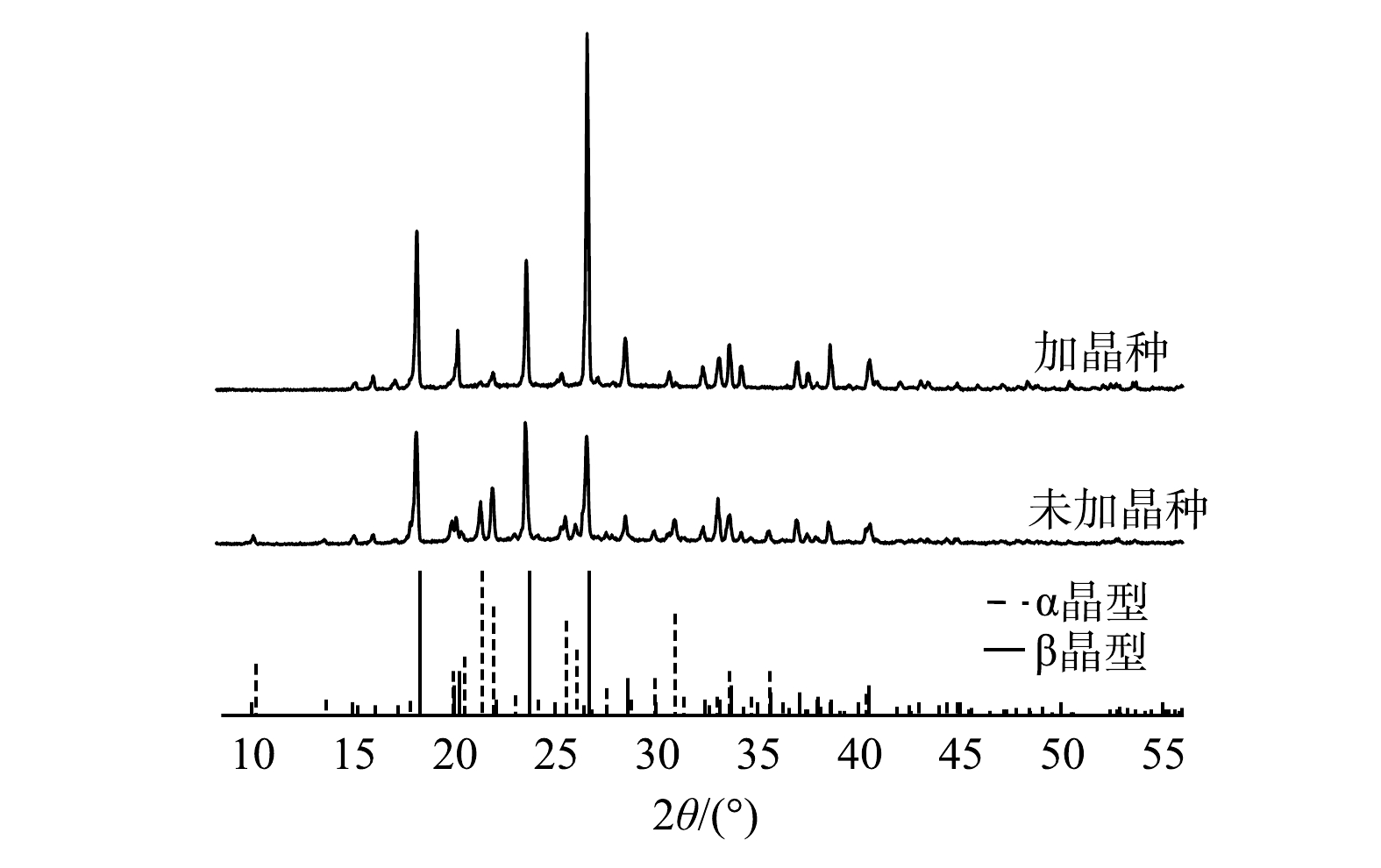
图 7 添加晶种对谷氨酸晶体XRD图谱的影响
Figure 7. Effect of seed addition on XRD patterns of glutamate crystals
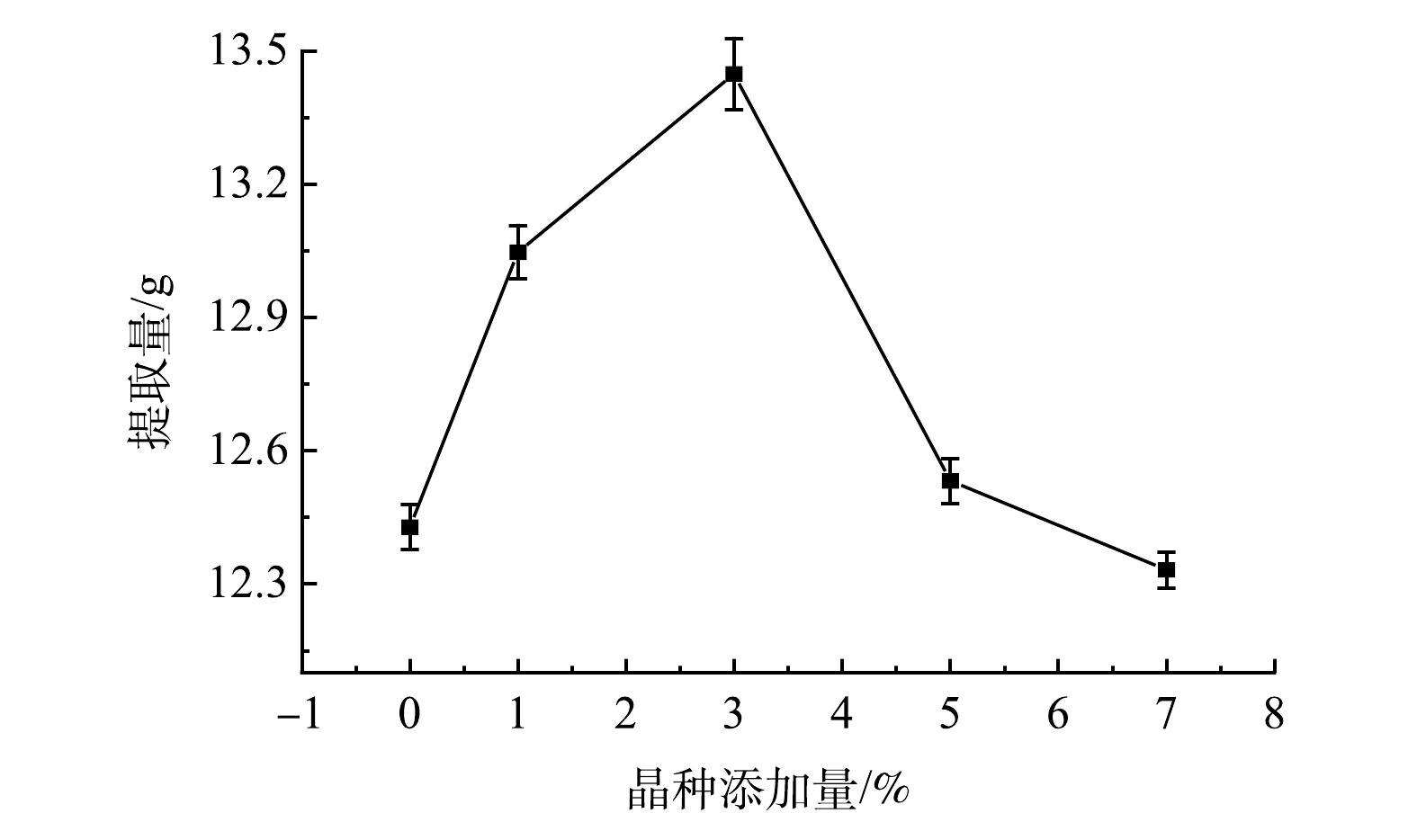
图 8 不同晶种添加量对谷氨酸提取量的影响
Figure 8. Effect of different seed addition on glutamic acid extraction
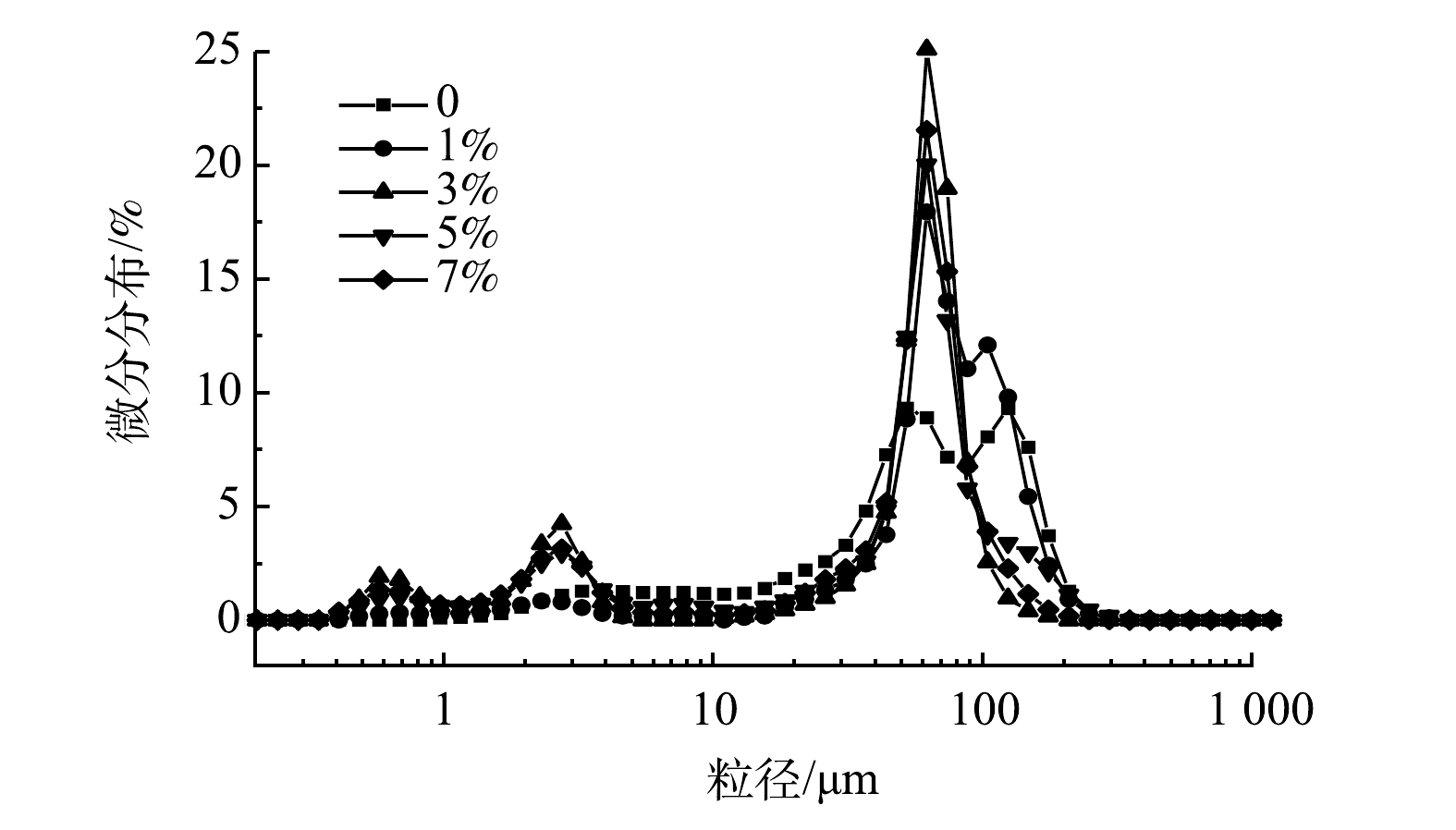
图 9 晶种添加量对谷氨酸结晶粒径分布的影响
Figure 9. Effect of seed crystal addition on the size distribution of glutamic acid crystal

图 10 不同晶种目数下谷氨酸粒径分布及筛下物累积曲线
Figure 10. The particle size distribution of glutamic acid and cumulative undersize distribution curve at different number of seed crystals
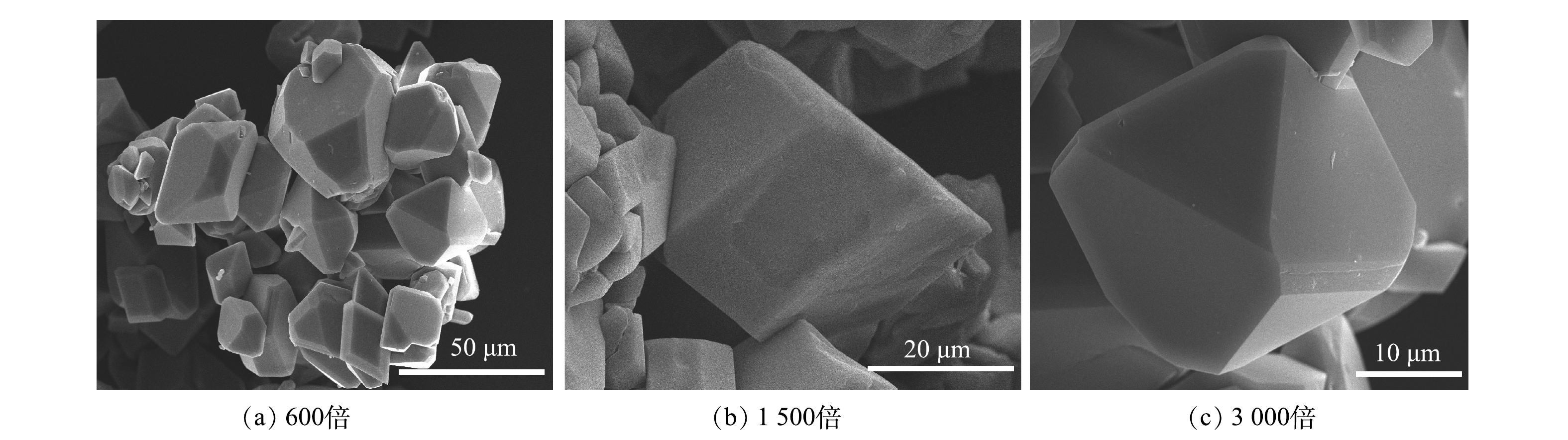
图 11 不同倍率下最优谷氨酸结晶的扫描电子显微镜图谱
Figure 11. SEM images of optimal glutamic acid crystals at different magnifications
表 1 不同成冰率下浓缩液谷氨酸浓度
Table 1. Glutamic acid concentration in concentrated solution with different ice formation rate
成冰率/% 冰晶量/mL 谷氨酸浓度/(g·L−1) 30 150 25.91 40 200 29.93 50 250 34.88 60 300 42.53 70 350 54.73 80 400 78.74 90 450 148.10  下载: 导出CSV
下载: 导出CSV
-
[1] 郑蓉建. 谷氨酸发酵过程的软测量建模研究[D]. 无锡: 江南大学, 2020. [2] 石云, 孔祥珍, 华欲飞. 离子交换树脂纯化大豆糖蜜上清液[J]. 大豆科学, 2016, 35(1): 130-135. [3] 李文锋, 崔兆杰, 韩峰. 味精行业废水资源化利用研究现状及展望[J]. 再生资源与循环经济, 2014, 7(12): 34-38. doi: 10.3969/j.issn.1674-0912.2014.12.012 [4] 贾海军, 姜胜耀, 吴少融, 等. 双塔竖直蒸发管高温多效蒸发海水淡化实验系统[J]. 清华大学学报(自然科学版), 2003, 43(10): 1336-1338. doi: 10.3321/j.issn:1000-0054.2003.10.011 [5] 宋二猛, 贾海军, 王玉华, 等. 高温多效蒸馏及在核能海水淡化方面的应用[J]. 水处理技术, 2005, 31(7): 11-14. doi: 10.3969/j.issn.1000-3770.2005.07.003 [6] 耿道静, 李红海. 离子交换膜的应用技术[J]. 当代化工, 2017, 46(12): 2598-2602. doi: 10.3969/j.issn.1671-0460.2017.12.059 [7] 韩勤更. 味精生产中一次冷冻等电点与等电点-离子交换两种提取方法经济效益比较[J]. 发酵科技通讯, 1987, 3: 12-17. [8] ZHANG J, LEI T, ZHANG H, et al. A novel and cleaner technological process of extracting l-glutamic acid from fermentation broth by two-stage crystallization[J]. Journal of Cleaner Production, 2012, 20(1): 137-144. doi: 10.1016/j.jclepro.2011.08.004 [9] 吴二飞, 高琳, 耿春宇, 谢勇冰, 郝栩, 杨勇. 煤气化废水的冷冻浓缩处理技术研究[J]. 水处理技术, 2019, 45(10): 106-109. [10] 赵书敏, 周慧君. 高浓度有机废水浓缩技术研究进展[J]. 山东化工, 2017, 46(7): 93-95. doi: 10.3969/j.issn.1008-021X.2017.07.032 [11] 杨聿航, 常定明, 曾连荪, 等. 低温酸析法从G盐母液中回收R盐的资源化利用J][J]. 环境工程学报, 2016, 10(10): 5677-5681. doi: 10.12030/j.cjee.201504219 [12] 陈晓远, 闫莹, 范成李, 等. 悬浮结晶法预处理敌草胺生产废水[J]. 化工环保, 2019, 39(2): 163-167. doi: 10.3969/j.issn.1006-1878.2019.02.009 [13] 范成李. 冷冻悬浮结晶过程中工艺条件对冰晶纯度的影响研究[D]. 上海: 华东理工大学, 2020. [14] QIN F, DING Z, YUAN J, et al. Visualization data on concentrating apple juice with a trinitarian crystallization suspension freeze concentrator[J]. Data in Brief, 2019, 25: 104155. doi: 10.1016/j.dib.2019.104155 [15] 李小明, 张建华, 张宏建. 谷氨酸结晶中的细晶回用工艺[J]. 化学工程, 2014, 6: 38-42. doi: 10.3969/j.issn.1005-9954.2014.06.009 [16] GARAY C G, HERNANDEZ S, HERNANDEZ J, et al. Comparative study of Oswald ripening and trans-interface diffusion-controlled theory models: Coarsening of γ′ precipitates affected by elastic strain along a concentration gradient[J]. Metals and Materials International, 2017, 23(2): 298-307. doi: 10.1007/s12540-017-6388-3 [17] 任效京. 硫酸盐结晶介稳区性质及相平衡[D]. 乌鲁木齐: 新疆大学, 2016. [18] 王盼盼, 余培斌, 吴麒峰, 等. 冷冻共晶法结晶谷氨酸钠介稳区测定[J]. 化学工程, 2017, 45(10): 33-40. doi: 10.3969/j.issn.1005-9954.2017.10.007 -
 点击查看大图
点击查看大图
计量
- 文章访问数: 4708
- HTML全文浏览数: 4708
- PDF下载数: 77
- 施引文献: 0
